Эксплуатация, Метрическая система британская система, Низкоуглеродистая сталь – сухая резка 200 а – Инструкция по эксплуатации Hypertherm MAX200 Hand Torch Plasma Arc Cutting System
Страница 84
4-14
MAX200
Инструкция по эксплуатации
14
Эксплуатация
MSA 200 02-air
1/4
1/8
3
120
160
4060
0.5
3/8
1/8
3
125
100
2540
1.0
1/2
0.16
125
80
2030
2.0
5/8
0.16
130
70
1780
2.0
3/4
3/16
5
135
55
1400
2.5
7/8
1/4
6
135
45
1140
2.5
1
1/4
6
140
35
890
2.5
1-1/4
1/4
6
150
22
560
*
1-1/2
1/4
6
155
15
380
*
1-3/4
5/16
8
165
10
250
*
2
5/16
8
170
7
180
*
6
3
1/8
120
4060
160
0,5
8
3
1/8
125
3000
120
0,5
10
3
1/8
125
2540
100
1,0
12
4
125
2030
80
2,0
15
4
130
1780
70
2,0
20
5
3/16
135
1400
55
2,5
25
6
1/4
140
890
35
2,5
32
6
1/4
150
560
22
*
50
8
5/16
170
180
7
*
4,0
60
72
48-52
64-68
270
34
3,3-3,6 4,4-4,7
127
Давлени
е
защитно
го газа
Толщина
материала
Значение
дугового
напряжения
Прим.
время
задержки
перемещения
Провер
ка (бар)
Пуск
(бар)
(мм)
(мм)
(дюйм.)
(В)
(мм/мин) (дюйм/мин)
(сек)
Скорость
потока
плазмоо
бразующ
его газа
(SCFH)
Давление
плазмообразующ
его газа
Скорость
потока
защитно
го газа
(л/мин)
Расстояние
между резаком
и изделием
Скорость перемещения
(бар)
Давлени
е
защитно
го газа
Толщина
материала
Значение
дугового
напряжения
Прим.
время
задержки
перемещ
ения
Провер
ка (psi)
Пуск
(psi)
(psi)
(дюйм.)
(дюйм.) (мм)
(В)
(дюйм/мин)
(сек)
Расстояние между
резаком и
изделием
Скорость перемещения
Скорость
потока
плазмоо
бразующ
его газа
(SCFH)
Давление
плазмообразующ
его газа
Скорость
потока
защитног
о газа
(SCFH)
(мм/мин)
Метрическая система
Британская система
4
4
0,16
0,16
Низкоуглеродистая сталь – сухая резка
200 а
•
O
2
в качестве плазмообразующего газа / воздух в качестве защитного газа
Преимущества данной комбинации газов: наивысшая скорость резки, минимальное образование окалины,
минимальное азотирование кромок и отличная свариваемость.
Задать значение давления плазмообразующего газа на входе в 8,3 бар.
Задать значение давления защитного газа на входе в 6,2 бар.
+ Электрод SilverPlus характеризуется повышенным сроком службы при более длительных рабочих циклах для большинства
применений. Глубина прогорания электрода из гафния примерно в два раза превышает глубину прогорания стандартных
электродов (220021). В течение срока службы электрода может возникнуть необходимость в увеличении дугового
напряжения на 5-10 В для поддержания оптимальных параметров высоты резки.
При длине проводов свыше 50 футов увеличить давление TEST (проверка) на 5 фунт/кв.дюйм на каждые дополнительные
50 футов длины проводов резака.
* Не рекомендуется выполнять промышленную резку материала толщиной свыше 25 мм.
020424
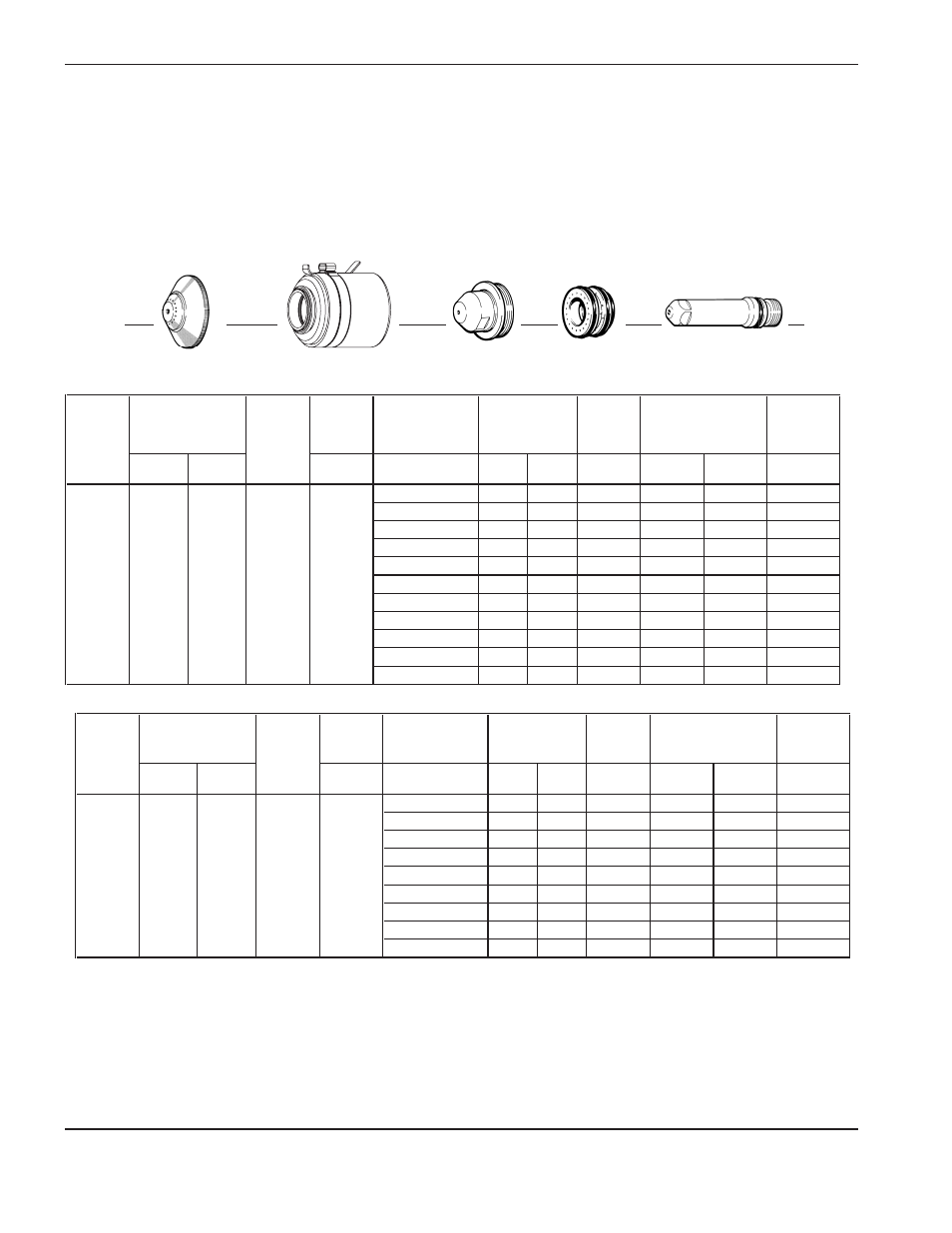
Защитный экран
020605
Сопло
120837
Кожух
220021 (стандартный) электрод
220083 (поставляется отдельно)
электрод SilverPlus
020604
Завихритель
MSA 200 02-air
1/4
1/8
3
120
160
4060
0.5
3/8
1/8
3
125
100
2540
1.0
1/2
0.16
125
80
2030
2.0
5/8
0.16
130
70
1780
2.0
3/4
3/16
5
135
55
1400
2.5
7/8
1/4
6
135
45
1140
2.5
1
1/4
6
140
35
890
2.5
1-1/4
1/4
6
150
22
560
*
1-1/2
1/4
6
155
15
380
*
1-3/4
5/16
8
165
10
250
*
2
5/16
8
170
7
180
*
6
3
1/8
120
4060
160
0,5
8
3
1/8
125
3000
120
0,5
10
3
1/8
125
2540
100
1,0
12
4
125
2030
80
2,0
15
4
130
1780
70
2,0
20
5
3/16
135
1400
55
2,5
25
6
1/4
140
890
35
2,5
32
6
1/4
150
560
22
*
50
8
5/16
170
180
7
*
4,0
60
72
48-52
64-68
270
34
3,3-3,6 4,4-4,7
127
Давлени
е
защитно
го газа
Толщина
материала
Значение
дугового
напряжения
Прим.
время
задержки
перемещения
Провер
ка (бар)
Пуск
(бар)
(мм)
(мм)
(дюйм.)
(В)
(мм/мин) (дюйм/мин)
(сек)
Скорость
потока
плазмоо
бразующ
его газа
(SCFH)
Давление
плазмообразующ
его газа
Скорость
потока
защитно
го газа
(л/мин)
Расстояние
между резаком
и изделием
Скорость перемещения
(бар)
Давлени
е
защитно
го газа
Толщина
материала
Значение
дугового
напряжения
Прим.
время
задержки
перемещ
ения
Провер
ка (psi)
Пуск
(psi)
(psi)
(дюйм.)
(дюйм.) (мм)
(В)
(дюйм/мин)
(сек)
Расстояние между
резаком и
изделием
Скорость перемещения
Скорость
потока
плазмоо
бразующ
его газа
(SCFH)
Давление
плазмообразующ
его газа
Скорость
потока
защитног
о газа
(SCFH)
(мм/мин)
Метрическая система
Британская система
4
4
0,16
0,16