Создание программы циклов, 3 программиров ание перв ой части – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) ISO programming
Страница 73
HEIDENHAIN iTNC 530
73
1.3
Программиров
ание
перв
ой
части
Создание программы циклов
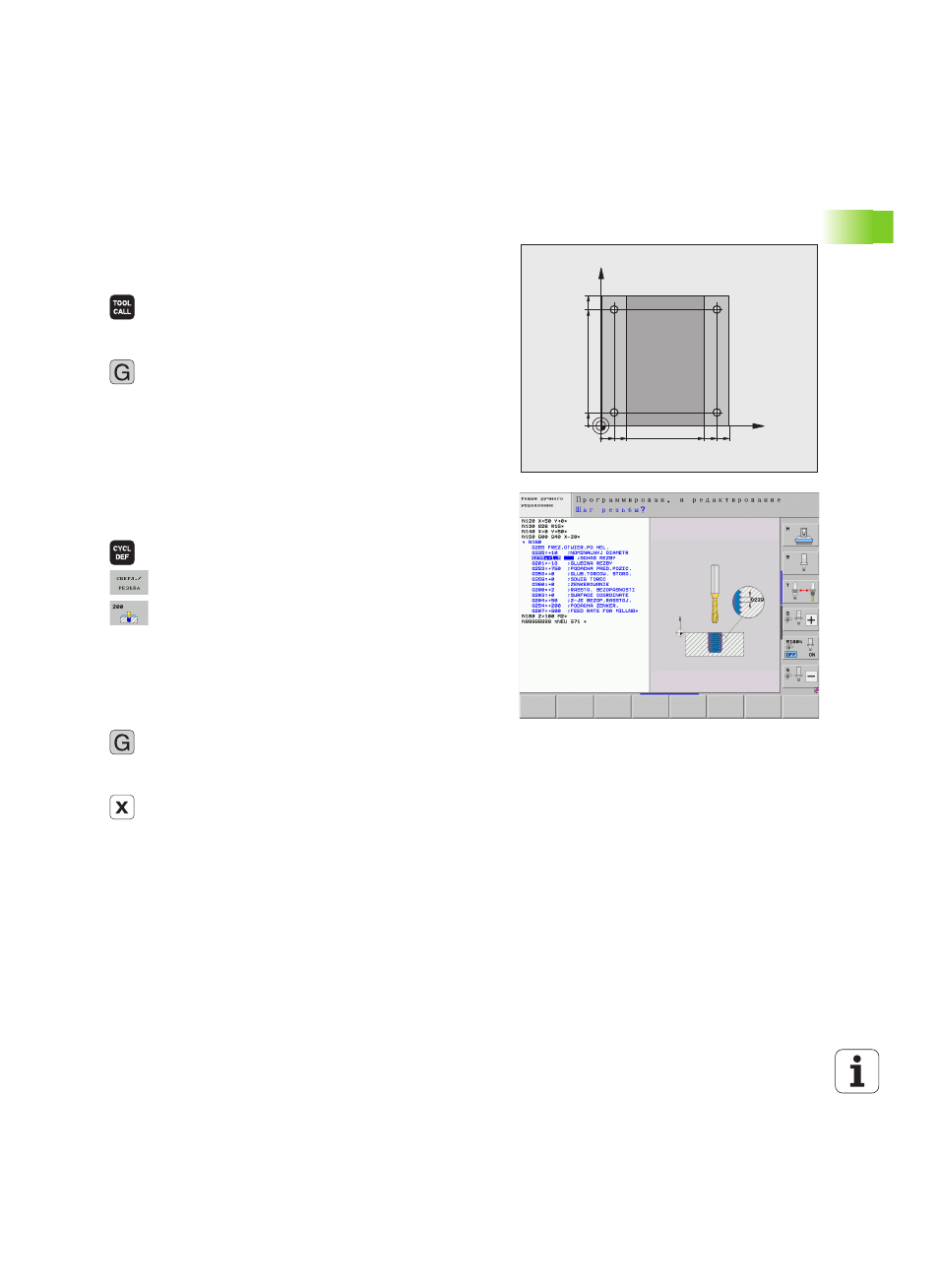
Отверстия, показанные на рисунке справа (глубина 20 мм),
следует проделывать с помощью стандартного цикла сверления.
Определение заготовки уже было сделано оператором.
Вызов инструмента: введите все данные
инструмента. Каждый раз подтверждайте ввод
кнопкой ENT, не забывайте указывать ось
инструмента
Отвод инструмента: нажмите оранжевую кнопку
оси Z, чтобы обеспечить вывод из материала по
оси инструмента, и введите значение для
позиции, к которой подводится инструмент,
например, 250. Подтвердите ввод кнопкой ENT
Корр. на радиус: RL/RR/без коррекции?,
подтвердите кнопкой ENT: коррекция на радиус не
активируется
Дополнительная функция M? подтвердите кнопкой
END: система ЧПУ сохранит введенный кадр
перемещения
Вызов меню циклов
Индикация циклов сверления
Выбор стандартного цикла сверления 200: ЧПУ
запускает диалоговое окно определения
параметров цикла. Поэтапно вводите параметры,
запрашиваемые ЧПУ, каждый раз подтверждая
ввод кнопкой ENT. В правой части дисплея ЧПУ
дополнительно выполняется показ графики,
используемой для отображения
соответствующего параметра цикла
Подвод к первой позиции сверления: введите
Координаты позиции сверления, включите СОЖ и
шпиндель, выполните вызов цикла с помощью
M99
Подвод к оставшимся позициям сверления:
введите Координаты соответствующих позиций
сверления, выполните вызов цикла с помощью
M99
X
Y
20
10
100
100
10
90
90
80
0
0
0