Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) ISO programming
Страница 248
248
Программирование: программирование контуров
6.5
Движ
ение
по
траект
ории
–
по
лярные
к
оор
динаты
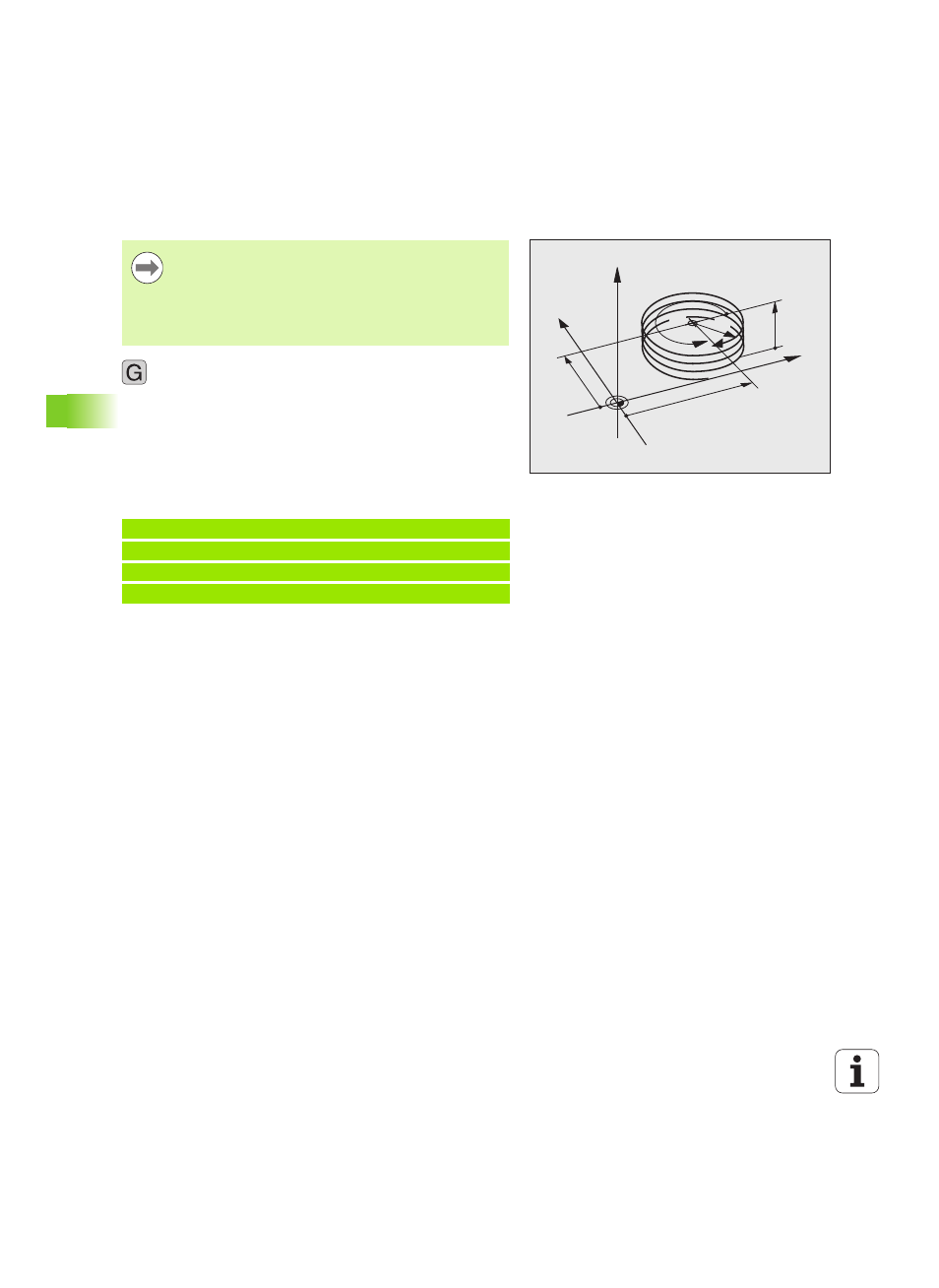
Программирование винтовой линии
Угол полярных координат: введите в приращениях
полный угол, под которым инструмент
перемещается по винтовой линии. После ввода
угла с помощью клавиши выбора оси
выбирается ось инструмента.
Введите координату для высоты винтовой линии в
приращениях
Введите поправку на радиус согласно таблице
Пример NC-кадров: резьба M6 x 1 мм, с 4 витками
Y
X
Z
25
40
5
270°
R3
CC
Введите направление вращения и инкрементный
полный угол G91 H с тем же знаком числа, иначе
инструмент может переместиться по неправильной
траектории.
Для полного угла G91 H можно ввести значение от
-99 999,9999° до +99 999,9999°.
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1440 Z+5 *
12