Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) ISO programming
Страница 242
242
Программирование: программирование контуров
6.4
Движ
ение
по
траект
ории
–
декар
товы
к
оор
динаты
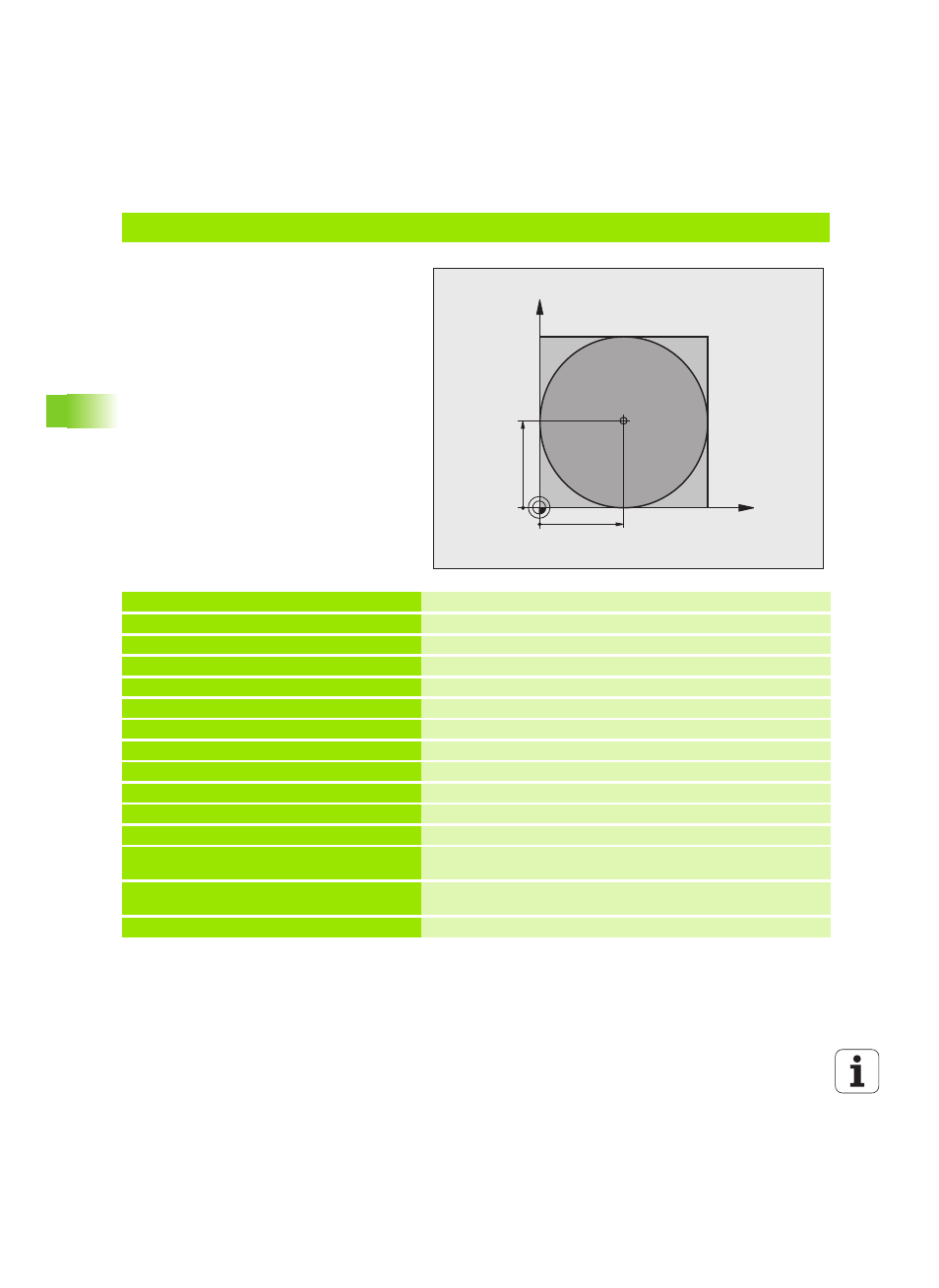
Пример: круг в декартовой системе
%C-CC G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Определение заготовки
N20 G31 G90 X+100 Y+100 Z+0 *
N40 T1 G17 S3150 *
Вызов инструмента
N50 G00 G40 G90 Z+250 *
Отвод инструмента
N60 I+50 J+50 *
Определение центра окружности
N70 X-40 Y+50 *
Предварительное позиционирование инструмента
N80 G01 Z-5 F1000 M3 *
Перемещение на глубину обработки
N90 G41 X+0 Y+50 F300 *
Подвод к начальной точке, поправка на радиус G41
N100 G26 R5 F150 *
Подвод по касательной дуге
N110 G02 X+0 *
Подвод к конечной точке окружности (=точке старта окружности)
N120 G27 R5 F500 *
Отвод по касательной дуге
N130 G01 G40 X-40 Y-50 F1000 *
Выход из материала в плоскости обработки, отмена поправки на
радиус
N140 G00 Z+250 M2 *
Выход инструмента из материала по оси инструмента, конец
программы
N99999999 %C-CC G71 *
X
Y
50
50
CC