3 коррекция инструмента, Введение, Коррекция на длину инструмента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) ISO programming
Страница 216: Введение коррекция на длину инструмента, 3 коррекция инстр умента 5.3 коррекция инструмента
216
Программирование: инструменты
5.3
Коррекция
инстр
умента
5.3 Коррекция инструмента
Введение
Система ЧПУ изменяет траекторию инструмента на величину
поправки, на длину инструмента по оси шпинделя и на значение
радиуса инструмента на плоскости обработки.
Если программа обработки составляется непосредственно в
системе ЧПУ, то поправка на радиус инструмента действует
только в плоскости обработки. Система ЧПУ учитывает при этом
до пяти осей, включая оси вращения.
Коррекция на длину инструмента
Коррекция на длину инструмента начинает действовать сразу
после вызова инструмента и перемещения по оси шпинделя. Она
отменяется, как только вызывается инструмент длиной L=0.
При поправке на длину учитываются как дельта-значения из T-
кадра, так и дельта-значения из таблицы инструмента.
Величина коррекции = L + DL
TOOL CALL
+ DL
TAB
, где
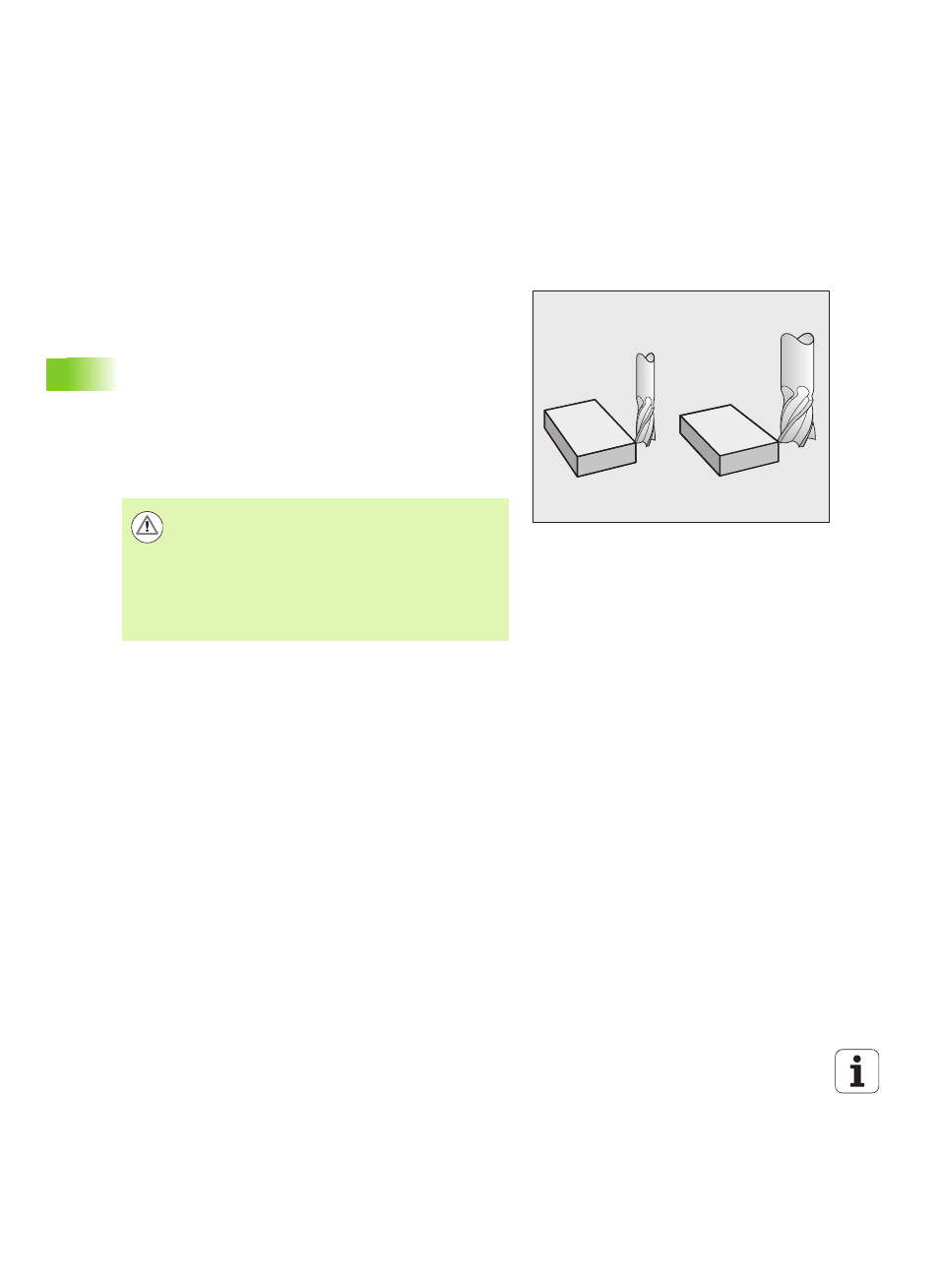
Внимание, опасность столкновения!
Если отменить поправку на длину с положительным
значением через T0, сократится расстояние между
инструментом и заготовкой.
После вызова инструмента с помощью T
запрограммированный путь инструмента по оси
шпинделя изменяется на разность длины между
старым и новым инструментом.
L:
Длина инструмента L из G99-кадра или
таблицы инструментов
DL
TOOL CALL
:
Припуск DL для длины из T0-кадра (не
учитывается при индикации положения)
DL
TAB
:
Припуск DL на длину из таблицы
инструментов