2 параметры инструмента, Условия выполнения коррекции инструмента, Номер инструмента, название инструмента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) ISO programming
Страница 181: Длина инструмента l, Радиус инструмента r, Смотри „номер инструмента, название инструмента, На странице 181)
HEIDENHAIN iTNC 530
181
5.2
Параме
тры
инстр
умента
5.2 Параметры инструмента
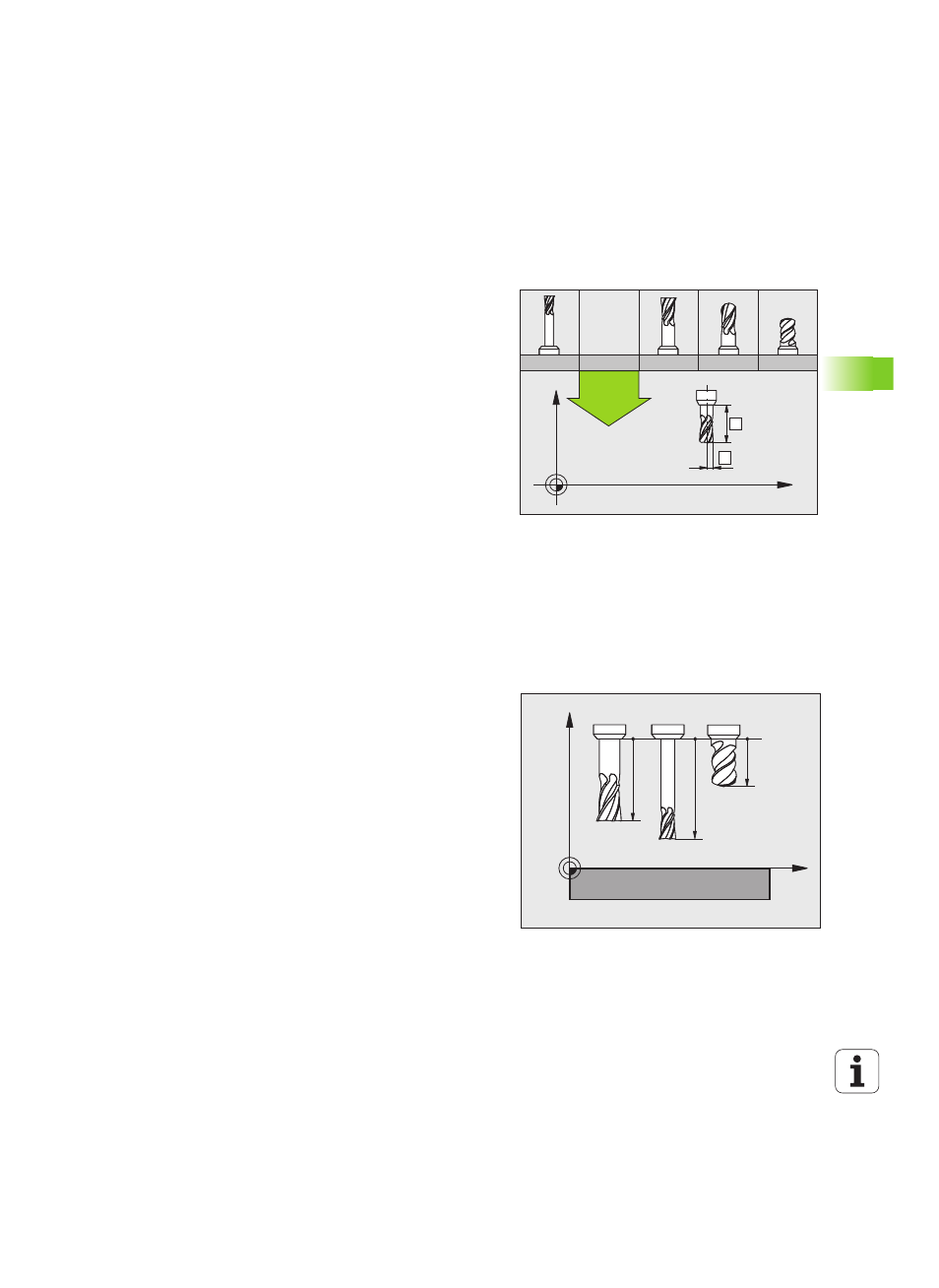
Условия выполнения коррекции инструмента
Как правило, координаты движения по траектории
программируются в соответствии с размерами заготовки,
приведенным на чертеже. Чтобы система ЧПУ могла рассчитать
траекторию центра инструмента, и, следовательно, выполнить
коррекцию инструмента, нужно ввести длину и радиус каждого
применяемого инструмента.
Параметры инструментов можно вводить либо с помощью
функции G99 непосредственно в программе, либо отдельно в
таблице инструментов. При табличном вводе параметров
инструментов можно ознакомиться с прочими соответствующими
конкретному инструменту параметрами. Система ЧПУ учитывает
все введенные данные во время выполнения программы
обработки.
Номер инструмента, название инструмента
Каждый инструмент обозначен номером от 0 до 30000. При
работе с таблицами инструментов можно дополнительно
присваивать инструментам названия. Имя инструмента может
состоять не более чем из 32 знаков.
Инструмент с номером 0 определен как нулевой инструмент и
имеет длину L=0 и радиус R=0. В таблицах инструментов
инструменту T0 также следует присвоить L=0 и R=0.
Длина инструмента L
Длину инструмента L в большинстве случаев следует вводить в
качестве абсолютной длины относительно точки привязки
инструмента. Системе ЧПУ необходима общая длина
инструмента для различных функций, связанных с многоосевой
обработкой.
Радиус инструмента R
Радиус инструмента R вводится напрямую.
Z
X
1
18
13
12
8
R
L
8
Z
X
L3
L2
L1