Инструкция по эксплуатации Flowserve Mark 3 Durco
Страница 28
MARK 3
ИНСТРУКЦИИ
ПО
ЭКСПЛУАТАЦИИ
РУССКИЙ
71569130 10-09
Стр
. 28
из
84
flowserve.com
4.5.2
Первоначальная
процедура
центровки
многорядного
насоса
Заводская
процедура
центровки
гарантирует
центровку
насосного
агрегата
на
месте
.
Первоначальная
центровка
обеспечивает
параллельную
центровку
в
допуске
0.38 mm
(0.015 in.)
и
угловое
отклонение
в
допуске
0.0025 mm/mm (0.0025 in./in.).
В
многорядном
насосе
Mark 3
предусмотрена
возможность
центровки
мотора
.
Параллельная
центровка
достигается
перемещением
сборки
переходник
мотора
/
мотор
относительно
приводного
конца
.
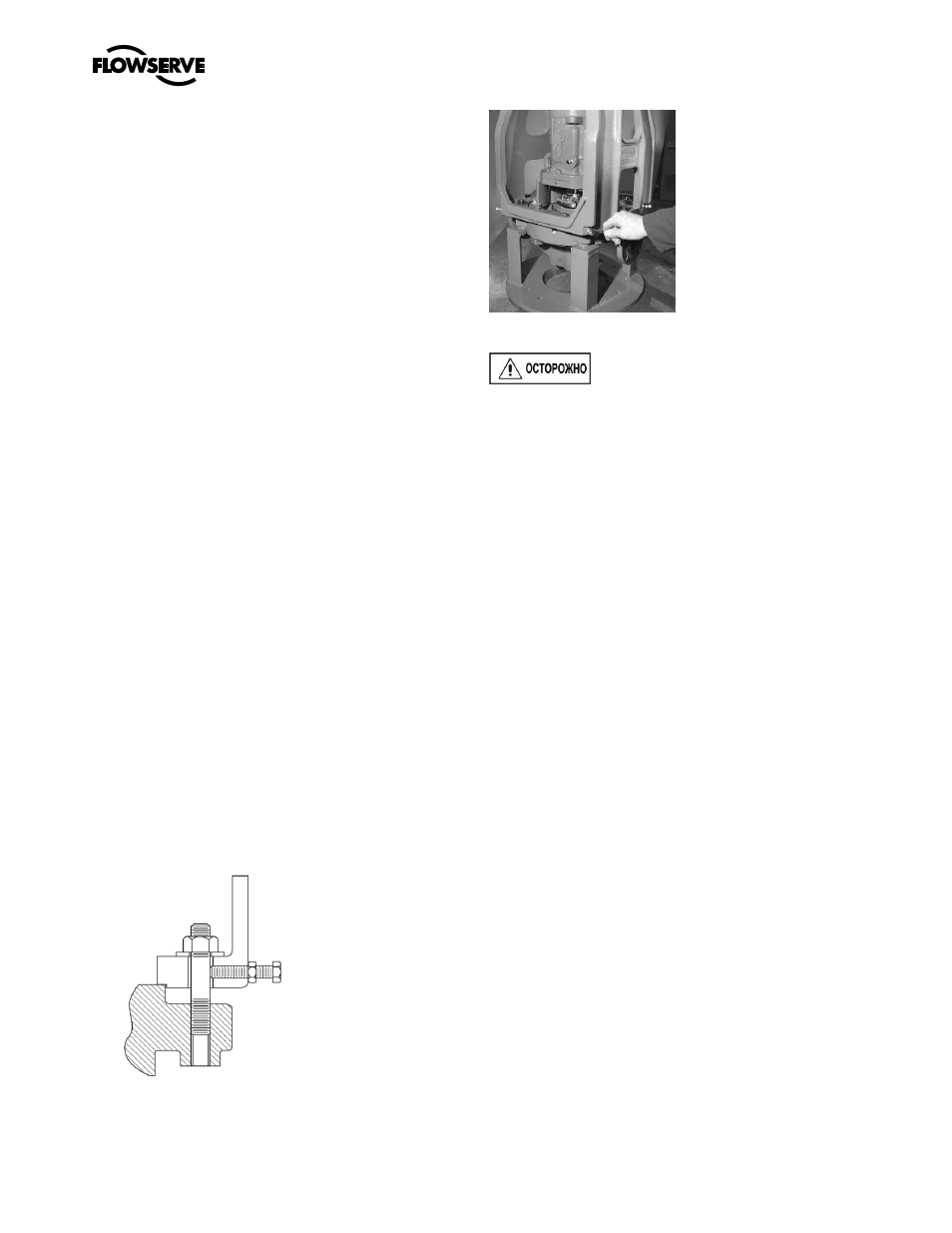
Четыре
регулировочные
винта
(
как
показано
на
рис
. 4-10
и
4-11)
обеспечивают
точную
регулировку
параллельной
центровки
.
Угловая
центровка
регулируется
допусками
,
но
не
может
предотвратить
компрессию
,
обусловленную
неровностью
прокладок
.
a)
Проверьте
угловую
центровку
.
Для
корректировки
углового
отклонения
можно
использовать
дополнительную
затяжку
соответствующих
болтов
корпуса
.
b)
Проверьте
параллельную
центровку
в
плоскости
,
регулируемой
регуляторами
,
расположенными
на
противоположных
углах
переходника
мотора
.
Для
коррекции
немного
ослабьте
гайки
переходника
мотора
[6580.3],
чтобы
можно
было
переместить
переходник
мотора
.
Во
время
регулировки
необходимо
ослабить
все
регуляторы
,
за
исключением
одного
,
в
нужном
направлении
перемещения
мотора
.
Медленно
затяните
регулятор
у
штифта
до
достижения
нужных
допусков
.
c)
Проверьте
параллельную
центровку
на
плоскости
,
расположенной
под
90
град
.
к
первой
.
Корректировки
должны
быть
сделаны
,
как
описано
в
предыдущем
пункте
.
d)
Может
потребоваться
несколько
регулировок
между
плоскостями
.
Затяните
все
крепежные
элементы
и
снова
проверьте
центровку
.
Рис
. 4-10
Рис
. 4-11
4.6
Трубопроводы
На
оба
фланца
корпуса
–
всасывающий
и
нагнетательный
установлены
защитные
крышки
,
эти
крышки
необходимо
снять
перед
подсоединением
насоса
к
трубам
.
4.6.1
Всасывающий
и
нагнетательный
трубопроводы
Каждый
трубопровод
должен
иметь
индивидуальные
опоры
,
трубы
должны
быть
точно
центрированы
и
подсоединены
к
насосу
,
предпочтительно
,
посредством
гибкого
трубопровода
короткой
длины
.
На
насос
не
должны
действовать
никакие
нагрузки
,
обусловленные
весом
труб
,
и
он
не
должен
компенсировать
какую
-
либо
несоосность
.
Болты
на
всасывании
и
нагнетании
насоса
должны
вставляться
в
отверстия
соответствующих
фланцев
без
вытаскивания
или
поднятия
с
помощью
рычага
этих
фланцев
.
Все
трубы
должны
быть
затянуты
.
Насосы
могут
не
перекачивать
жидкость
из
-
за
закупорки
воздухом
,
что
может
иметь
место
,
если
воздух
будет
проникать
в
трубы
.
Если
фланцы
насоса
имеют
резьбовые
отверстия
,
выбирайте
крепежные
элементы
фланцев
так
,
чтобы
диаметр
резьбы
был
равен
диаметру
крепежного
элемента
,
но
не
вставляйте
крепежные
элементы
до
конца
в
резьбовые
отверстия
,
пока
не
будет
сделано
соединение
.
4.6.2
Всасывающий
трубопровод
Во
избежание
проблем
с
высотой
столба
жидкости
над
всасывающим
патрубком
насоса
(NPSH)
и
всасыванием
,
диаметр
всасывающего
трубопровода
должен
быть
таким
же
большим
,
что
и
диаметр
соединения
на
всасывании
насоса
.
Никогда
не
используйте
на
всасывании
насоса
трубы
или
фитинги
меньшего
диаметра
.