Инструкция по эксплуатации Flowserve Mark 3 Durco
Страница 27
MARK 3
ИНСТРУКЦИИ
ПО
ЭКСПЛУАТАЦИИ
РУССКИЙ
71569130 10-09
Стр
. 27
из
84
flowserve.com
Рис
. 4-8a
Края
балки
4.5
Первоначальная
центровка
4.5.1
Процедура
первоначальной
центровки
по
горизонтали
Целью
заводской
центровки
является
обеспечение
гарантии
того
,
чтобы
для
окончательной
центровки
на
месте
пользователь
мог
использовать
зазор
в
отверстиях
мотора
.
Для
достижения
этого
процедура
заводской
центровки
требует
,
чтобы
центровка
насоса
и
мотора
производилась
в
горизонтальной
плоскости
посредством
центровки
болтов
основания
мотора
в
отверстиях
мотора
.
Такая
процедура
гарантирует
обеспечение
существенного
зазора
в
отверстиях
мотора
для
удобства
центровки
заказчиком
насоса
и
мотора
на
месте
до
нулевого
допуска
.
При
этом
необходимо
,
чтобы
заказчик
мог
обеспечить
такие
же
условия
установки
плиты
основания
,
что
и
при
заводской
центровке
.
Так
,
заводская
центровка
производится
в
условиях
,
когда
плита
основания
расположена
на
плоской
ровной
поверхности
без
какой
-
либо
фиксации
.
Этот
стандарт
также
подчеркивает
важность
обеспечения
адекватного
пространства
вала
для
установки
распорной
втулки
муфты
.
Пункты
заводской
процедуры
центровки
приведены
ниже
:
a)
Плита
основания
помещается
на
плоскую
ровную
рабочую
поверхность
без
какой
-
либо
фиксации
и
воздействия
каких
-
либо
нагрузок
.
b)
Плита
основания
выравнивается
с
помощью
уровня
.
Выравнивание
производится
с
применением
регулировочных
прокладок
,
помещаемых
под
направляющие
плиты
основания
у
соответствующих
отверстий
под
анкерные
болты
.
Установка
по
уровню
проверяется
в
обоих
направлениях
–
продольном
и
поперечном
.
c)
На
плиту
основания
устанавливается
мотор
и
соответствующее
вспомогательное
оборудование
мотора
,
затем
мотор
проверяется
на
признаки
условия
планарного
мягкого
основания
.
Если
это
обнаружено
,
это
устраняется
регулированием
прокладками
.
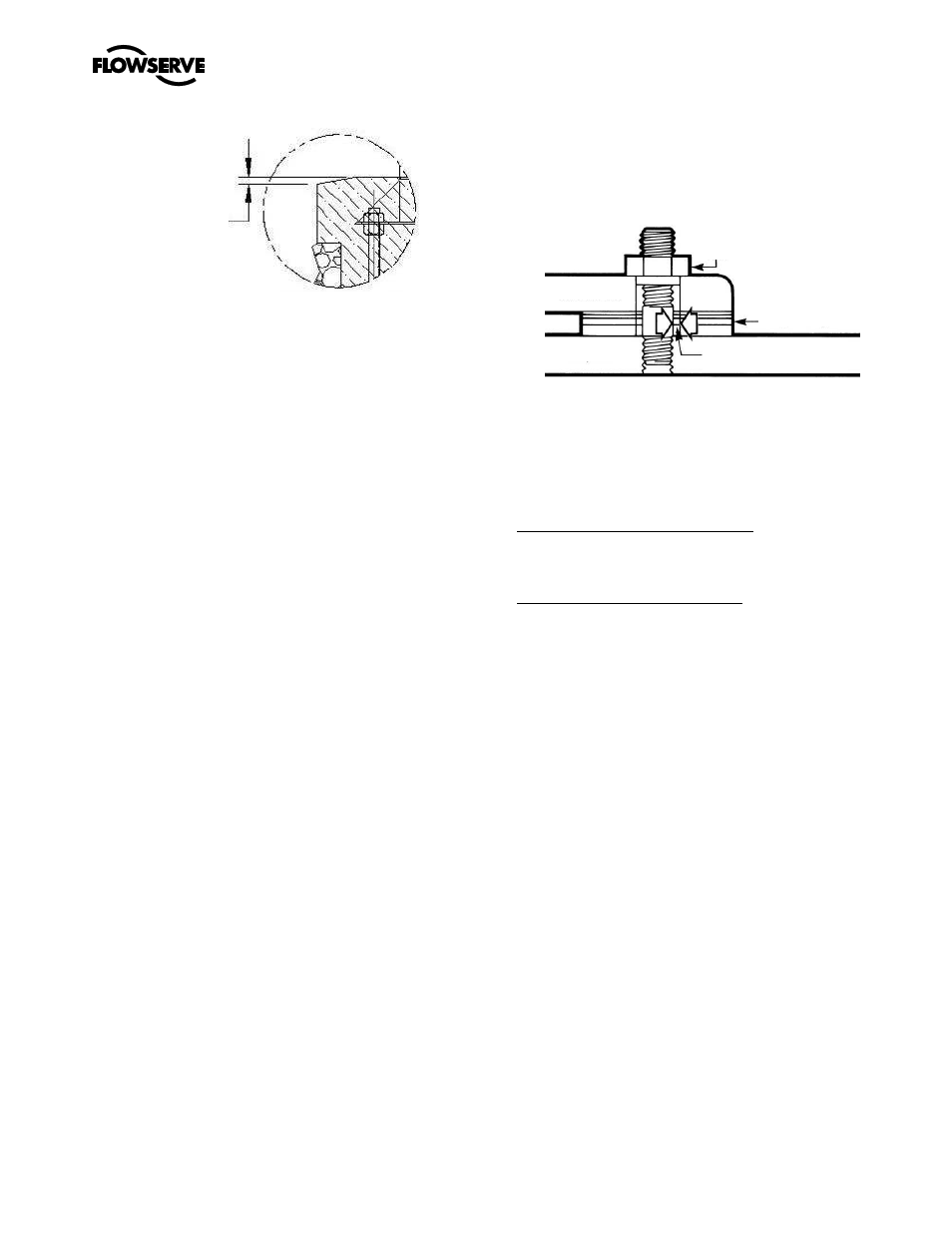
d)
Центровка
отверстий
основания
мотора
производится
посредством
монтажных
элементов
мотора
.
Это
осуществляется
посредством
центрирующей
гайки
,
как
показано
на
рис
. 4-9.
Рис
. 4-9
e)
Мотор
крепится
посредством
затяжки
гаек
на
двух
диагональных
монтажных
штифтах
мотора
.
f)
Насос
устанавливается
на
плиту
основания
и
выравнивается
по
уровню
.
Часть
основания
под
корпусом
подшипника
может
регулироваться
.
Это
используйте
для
выравнивания
насоса
,
если
необходимо
.
Конструкция
Mark 3A
и
ANSI 3A
Если
необходима
регулировка
,
добавьте
или
снимите
регулировочные
прокладки
[3126.1]
между
основанием
и
корпусом
подшипника
.
Конструкция
Mark 3 (
прежняя
)
Если
необходима
регулировка
,
для
перемещения
основания
вверх
или
вниз
используется
регулировочная
гайка
[6576].
g)
Проверьте
наличие
зазора
для
распорной
втулки
муфты
.
h)
Параллельная
и
угловая
вертикальная
центровка
производится
с
помощью
регулировки
прокладками
,
устанавливаемыми
под
мотор
.
i)
Снова
произведите
центровку
отверстий
основания
мотора
у
монтажных
штифтов
мотора
с
помощью
центрирующей
гайки
.
На
этой
стадии
центрирующую
гайку
следует
снять
и
заменить
стандартной
гайкой
.
Это
обеспечивает
мотору
максимальную
потенциальную
степень
свободы
для
горизонтального
перемещения
во
время
окончательной
центровки
на
месте
.
Затяните
все
четыре
ножки
мотора
.
j)
Произведите
горизонтальную
центровку
валов
насоса
и
мотора
,
как
параллельную
,
так
и
угловую
,
перемещая
насос
к
закрепленному
мотору
.
Затяните
ножки
насоса
.
k)
Проверьте
горизонтальную
и
вертикальную
центровку
,
а
также
зазор
для
распорной
втулки
муфты
.
См
.
раздел
4.8,
Окончательная
центровка
вала
.
Обработанный
на
конус
край
3.2 mm (
⅛
in.)
12.7 mm (½ in.)
Центрирующая гайка
Регулировочные
прокладки для
вертикальной
центровки
Ножка мотора
Плита основания
Допуск на регулировку для
горизонтальной центровки