Инструкция по эксплуатации HEIDENHAIN iTNC 530 (606 42x-01) ISO programming
Страница 210
210
Программирование: программирование контуров
6.4
Движ
ение
по
траект
ории
–
декар
товы
к
оор
динаты
Круговая траектория G02/G03/G05 с заданным
радиусом
Инструмент перемещается по круговой траектории с радиусом R.
Направление вращения
По часовой стрелке: G02
Против часовой стрелки: G03
Без указания направления вращения: G05. Система ЧПУ
перемещается по круговой траектории с последним
запрограммированным направлением вращения
U
Координаты конечной точки дуги окружности
U
Радиус R
Внимание: знак числа определяет величину дуги
окружности!
U
Дополнительная M-функция
U
Подача F
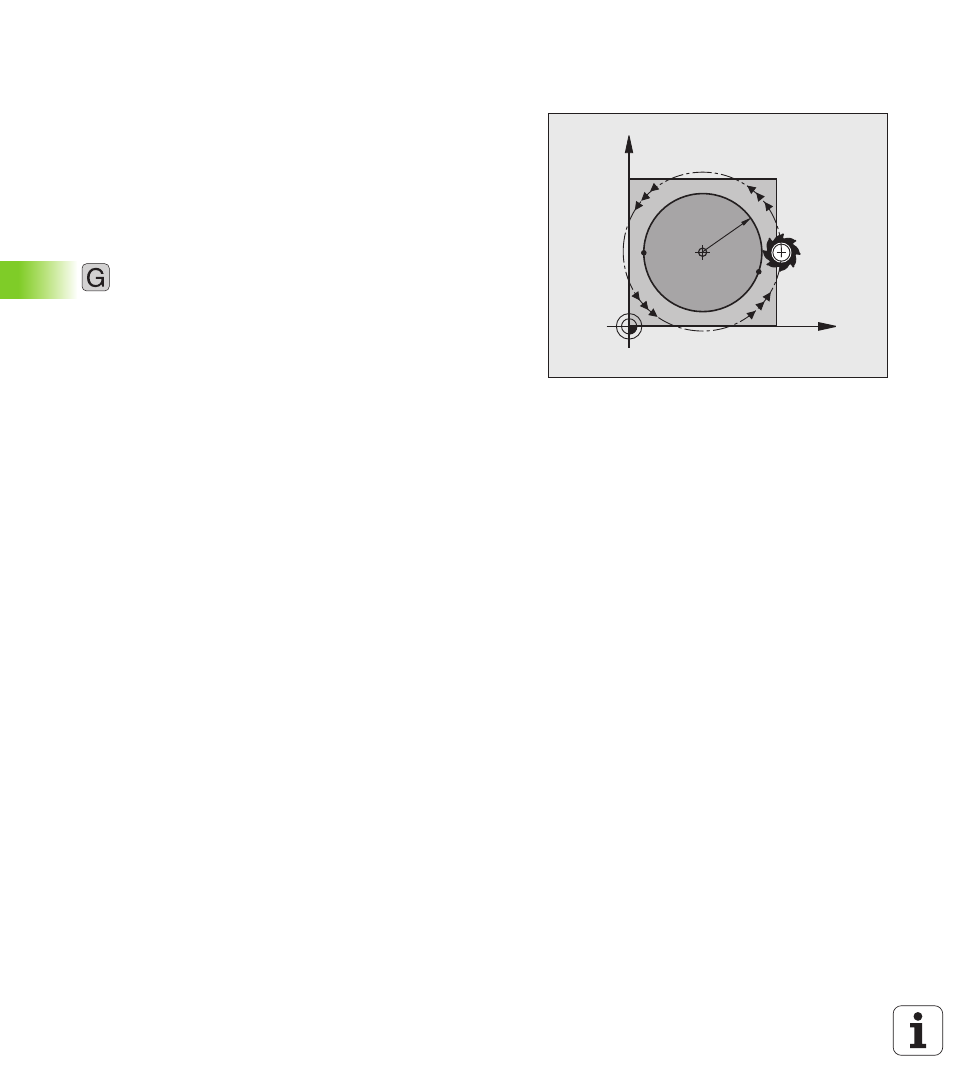
Полная окружность
Для полного круга последовательно программируются два кадра
окружности:
Конечная точка первого полукруга является начальной точкой для
второго. Конечная точка второго полукруга является начальной
точкой для первого.
X
Y
CC
S1=E
E1=S
R
3