Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-06) Pilot
Страница 113
113
Зад
ан
и
е
пара
ме
тров
обрабо
тки
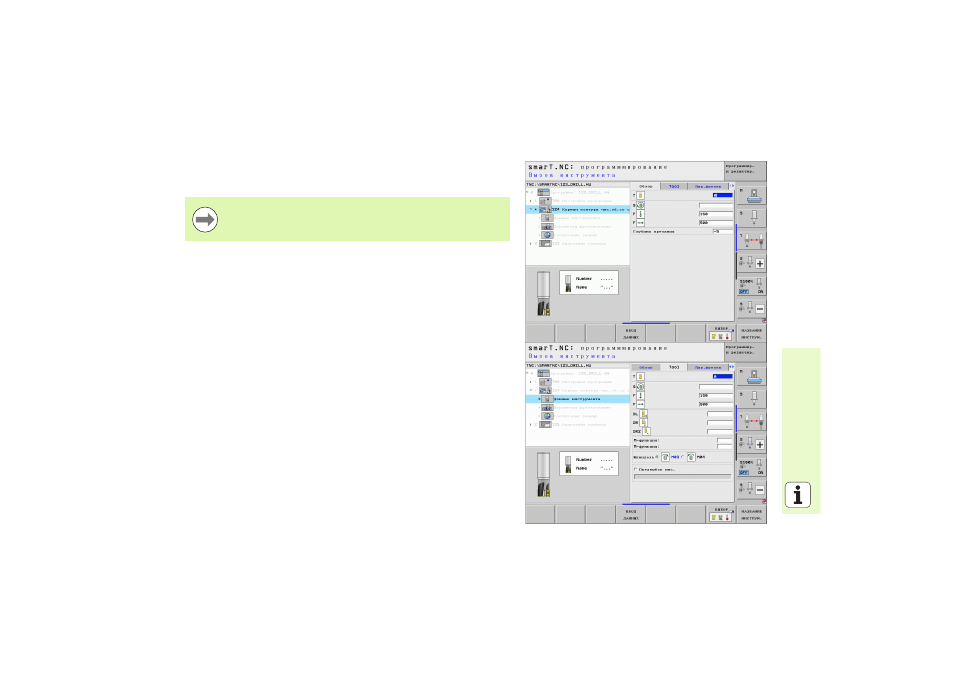
Юнит 124 Чистовая обработка кармана контура сбоку
С помощью юнита Чистовая обработка сбоку можно выполнять
чистовую обработку боковой поверхности кармана контура,
зачищенного с помощью юнита 122.
Параметры в форме Обзор:
U
T: номер или название инструмента (для переключения нажмите
Softkey)
U
S: скорость вращения шпинделя [об/мин] или скорость резания
[м/мин]
U
F: подача врезания на глубину [мм/мин], FU [мм/об] или FZ [мм/зуб]
U
F: подача фрезерования [мм/мин], FU [мм/об] или FZ [мм/зуб]
U
Глубина врезания: расстояние, на которое каждый раз врезается
инструмент
Дополнительные параметры в подробной форме Инструмент:
U
DL: длина дельты для инструмента Т
U
DR: радиус дельты для инструмента T
U
DR2: радиус дельты 2 (радиус угла) для инструмента T
U
Функция М: произвольные дополнительные функции М
U
Шпиндель: smarT.NC устанавливает стандартное направление
вращения шпинделя M3
U
Предвыбор ИНСТР: если нужно ускорить смену инструмента,
выберите номер следующего инструмента заранее (зависит от
типа станка)
Всегда выполняйте чистовую обработку сбоку после
чистовой обработки дна!