93 дефи нир о ван и е обра ботки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-04) smarT.NC Pilot
Страница 93
93
Дефи
нир
о
ван
и
е
обра
ботки
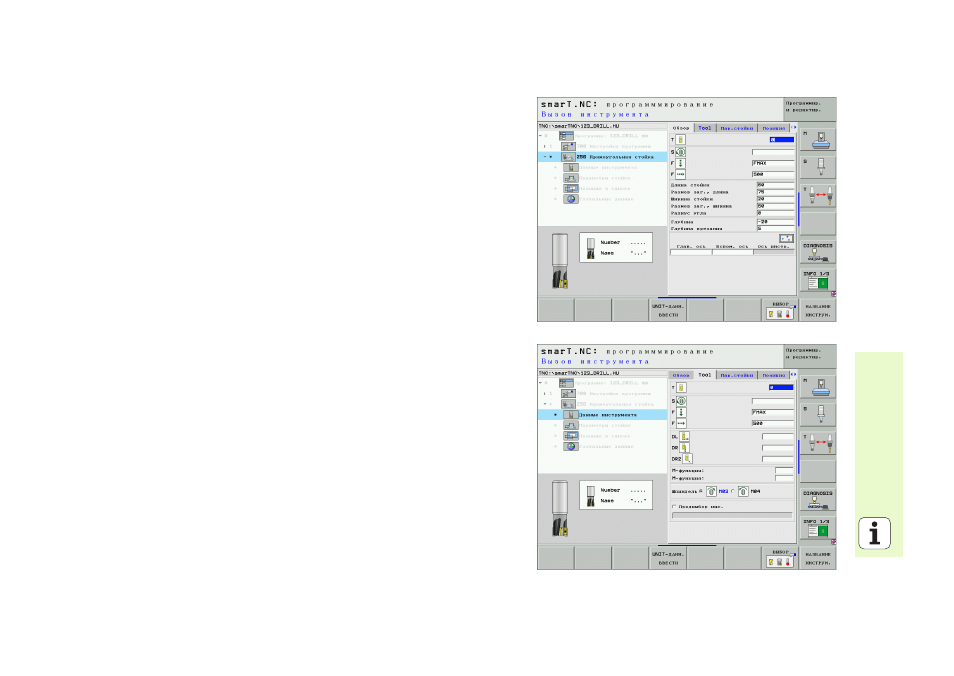
Unit 256 прямоугольная стойка
Параметры в формуляре Обзор:
T: Номер или имя инструмента (переключается с softkey)
S: скорость вращения шпинделя [об/мин] или скорость резания [м/мин]
F: подача врезания на глубину [мм/мин], FU [мм/об] или FZ [мм/зуб]
F: подача фрезерования [мм/мин], FU [мм/об] или FZ [мм/зуб]
Длина стойки: длина стойки на главной оси
Длина заготовки: длина заготовки на главной оси
Ширина стойки: ширина стойки на вспомогательной оси
Ширина заготовки: ширина заготовки на главной оси
Радиус угла: радиус в углу стойки
Глубина: конечная глубина стойки
Глубина врезания: размер, на который каждый раз врезается
инструмент
Припуск со стороны: припуск для чистовой обработки со стороны
Позиции обработки (смотри “Дефинирование позиций обработки”
Дополнительные параметры в подробном формуляре Tool:
DL: дельта длины для инструмента Т
DR: дельта радиуса для инструмента T
DR2: дельта радиуса 2 (радиус угла) для инструмента T
M-функция: произвольные дополнительные функции М
Шпиндель: направление вращения шпинделя. smarT.NC
установливает стандартно M3
Предвыбор ИНС: при необходимости номер следующего
инструмента для ускорения смены инструмента (зависит от типа
станка)