Система отсчета на фрезерных станках, Обозначение осей на фрезерных станках, Основные положения 3.1 – Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02)
Страница 97
Основные положения
3.1
3
TNC 620 | Руководство пользователя "Диалог открытым текстом HEIDENHAIN" | 5/2015
97
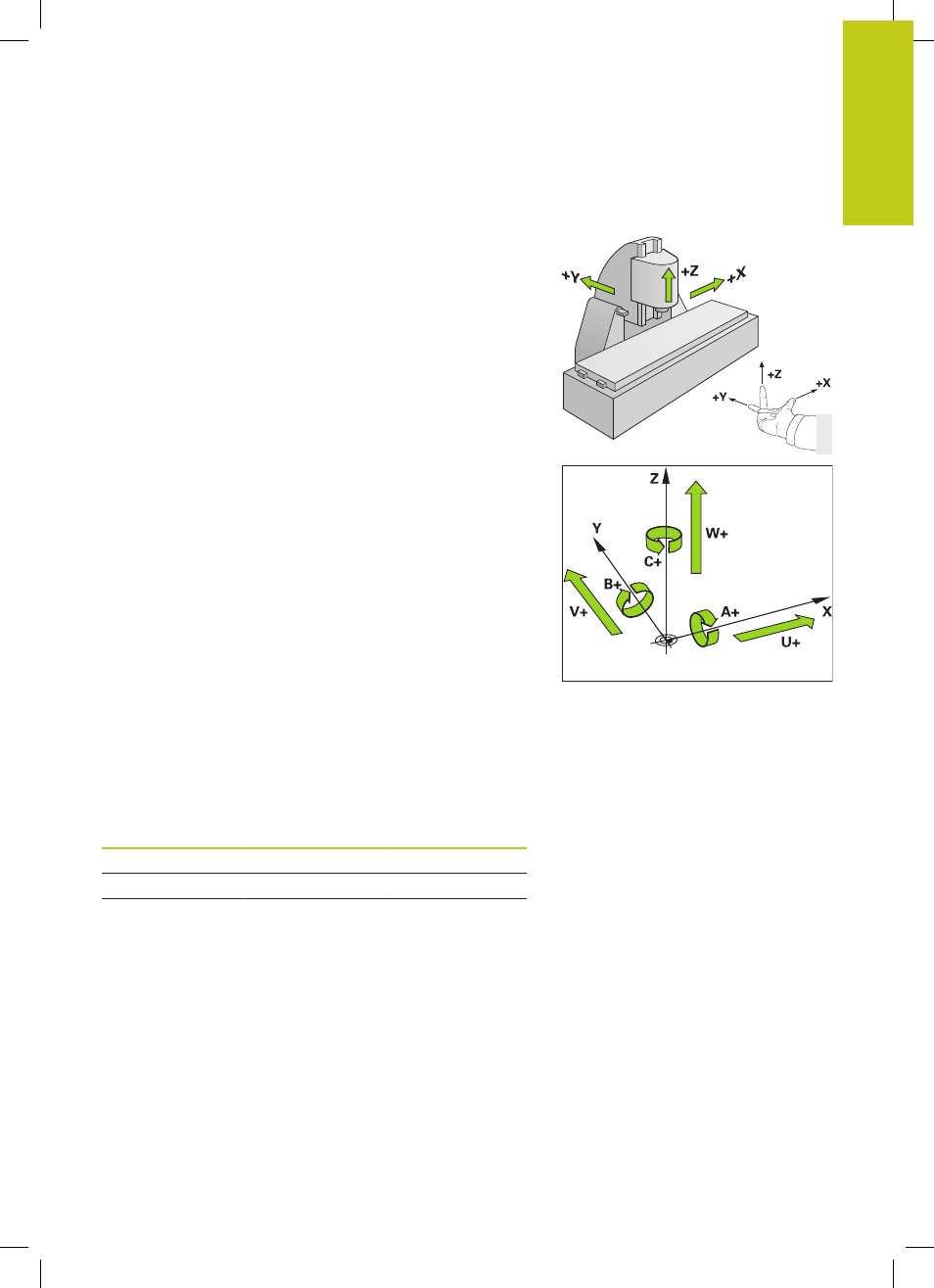
Система отсчета на фрезерных станках
При обработке заготовки на фрезерном станке в общем
случае применяется декартова система координат. На рисунке
справа показана связь между декартовой системой координат
и осями станка. Правило правой руки служит ориентиром,
облегчающим запоминание: если средний палец указывает
направление оси инструмента от заготовки к инструменту, то он
показывает направление Z+, большой палец - направление X+,
а указательный - направление Y+.
TNC 620 может управлять опционально 5 осями. Кроме
главных осей X, Y и Z, существуют параллельные
дополнительные оси U, V и W. Оси вращения обозначаются
буквами A, B и C. На рисунке справа внизу показана связь
дополнительных осей или осей вращения с главными осями.
Обозначение осей на фрезерных станках
Оси X, Y и Z на вашем фрезерном станке также обозначаются
как ось инструмента, главная ось (1-я ось) и вспомогательная
ось (2-я ось). Расположение оси инструмента определяется
взаимосвязью между главной и вспомогательной осью.
Ось
инструмента
Главная ось
Вспомогательная
ось
X
Y
Z
Y
Z
X
Z
X
Y