Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02)
Страница 464
Программирование: Многоосевая обработка
12.6 Трехмерная коррекция на инструмент (номер опции #9)
12
464
TNC 620 | Руководство пользователя "Диалог открытым текстом HEIDENHAIN" | 5/2015
Пример: формат кадра с нормалями поверхности без
ориентацииинструмента
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000 M128
Пример: формат кадра с нормалями поверхности без
ориентации инструмента
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319
F1000 M128
LN
:
Прямая с трехмерной коррекцией
X
, Y, Z:
Откорректированные координаты конечной
точки прямой
NX
, NY, NZ:
Компоненты нормалей к поверхности
TX
, TY, TZ:
Компоненты нормированного вектора для
ориентации инструмента
F
:
Подача
M
:
Дополнительная функция
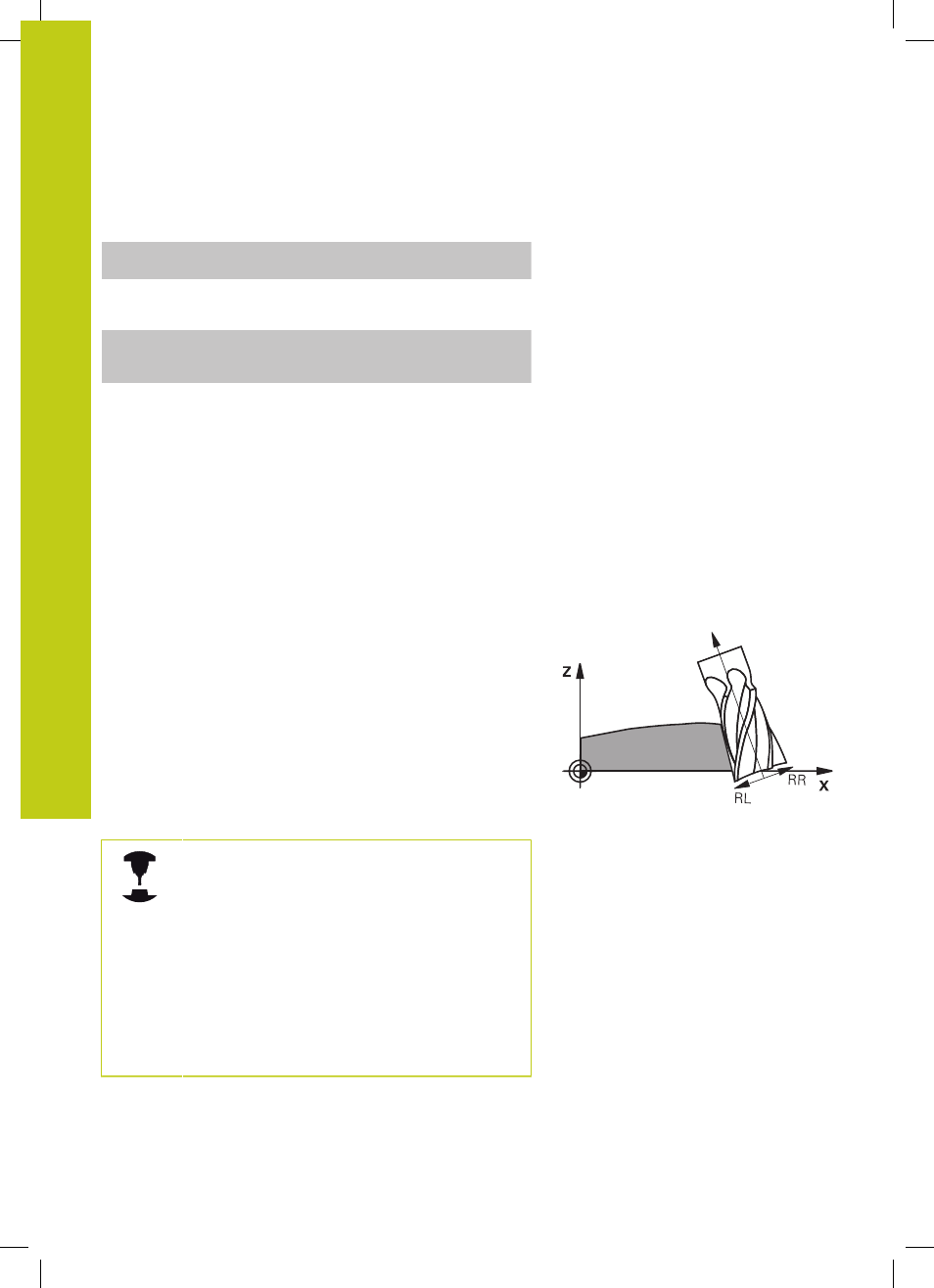
Peripheral Milling: 3D-коррекция радиуса с TCPM и
коррекцией радиуса (RL/RR)
ЧПУ смещает инструмент перпендикулярно направлению
движения и перпендикулярно направлению инструмента на
сумму дельта-значений DR (таблица инструментов и TOOL
CALL
). Направление коррекции устанавливается с помощью
поправки на радиус RL/RR (см. рис., направление движения Y
+). Чтобы система ЧПУ могла достичь заданной ориентации
инструмента, необходимо активировать функцию M128,
смотри "Сохранить позицию верхушки инструмента при
позиционировании осей наклона (TCPM): M128 (номер опции
#9)", Стр. 450 Тогда ЧПУ автоматически позиционирует оси
вращения станка так, чтобы инструмент принял заданную
ориентацию инструмента с активной коррекцией.
Использование этой функции возможно только
на станках, для которых определен телесный
угол конфигурации наклонных осей. Соблюдайте
указания инструкции по обслуживанию станка.
ЧПУ может автоматически позиционировать оси
вращения не на всех станках.
Следуйте указаниям инструкции по обслуживанию
станка!
Обратите внимание на то, что ЧПУ выполняет
коррекцию на заданные
дельта-значения
.
Заданный в таблице инструментов радиус
инструмента R не влияет на коррекцию.