Виды износа инструмента, Тщательный контроль – Инструкция по эксплуатации Sandvik Coromant Parting and grooving
Страница 78
76
Виды износа инструмента
Тщательный контроль
Добиться максимальной экономичности обработки в отношении стойкости пластины,
качества обрабатываемой детали и оптимальных значений режимов резания возможно
только при внимательном контроле над состоянием режущей кромки и процессом ее
изнашивания.
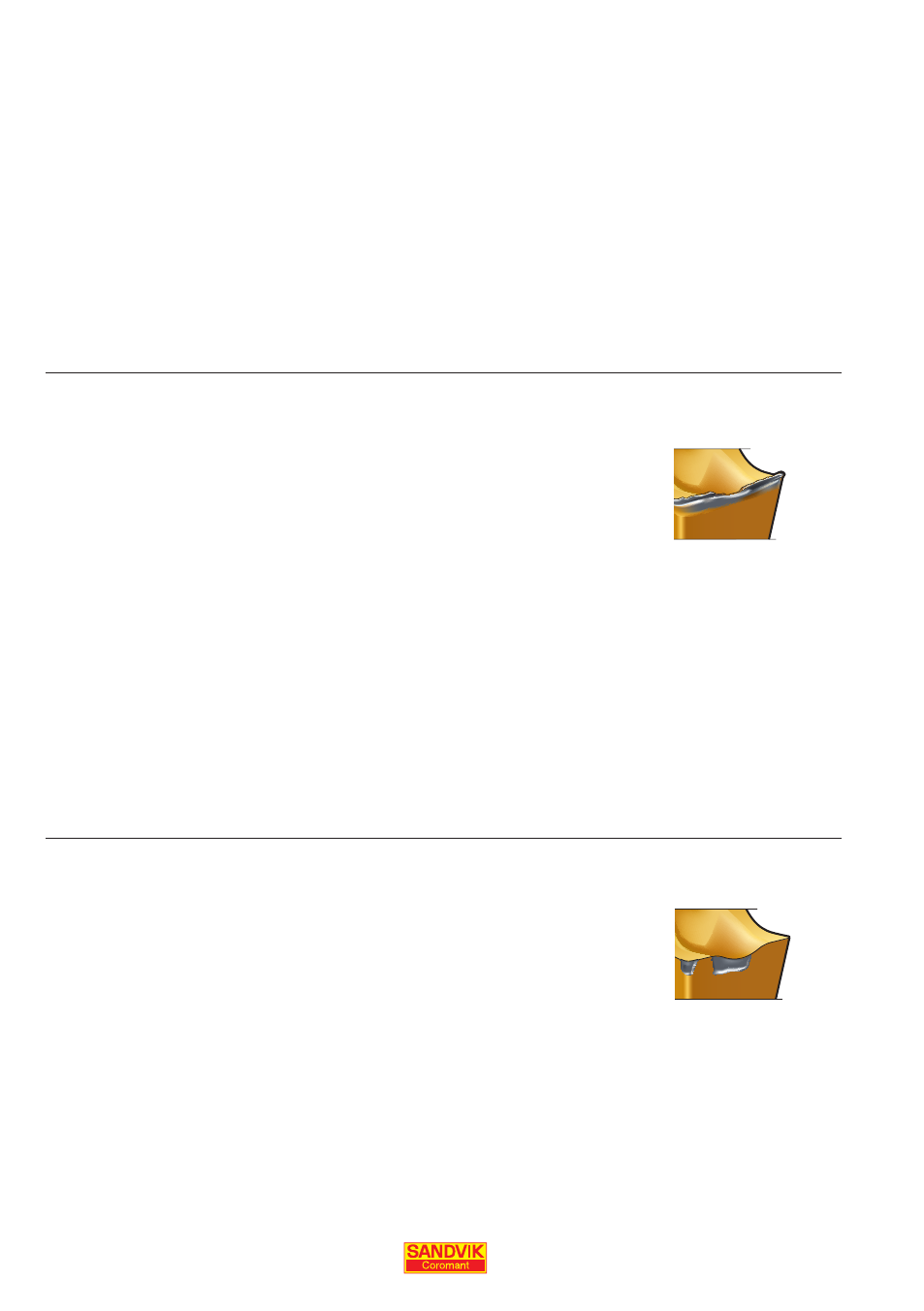
При работе на низких скоростях основными проблемами являются наростообразование
и выкрашивание режущей кромки, а на высоких скоростях происходит пластическая
деформация, повышенный износ по задней поверхности и лункообразование.
Причины
Низкая температура в зоне
•
резания.
Неверно выбрана геометрия
•
или сплав.
Решения
Увеличить скорость резания и/
•
или подачу.
Выбрать геометрию с
•
острой режущей кромкой.
Предпочтителен сплав с
покрытием PVD.
При отрезке сплошных заготовок и при обработке нержавеющей
стали особенно трудно избавиться от нароста. Поэтому в
этих случаях особенно важно следовать приведенным выше
рекомендациям.
Причины
Слишком твердый сплав.
•
Слабая геометрия.
•
Недостаток жесткости.
•
Завышены режимы резания.
•
Решения
Выбрать более прочный сплав.
•
Выбрать более прочную
•
геометрию.
Уменьшить вылет. Проверить
•
правильность установки
резца.
Снизить режимы обработки.
•
Выкрашивания/Поломка
Наростообразование (BUE)