Рекомендуемые сплавы и режимы резания, Пример обработки, Практические рекомендации – Инструкция по эксплуатации Sandvik Coromant Parting and grooving
Страница 45
43
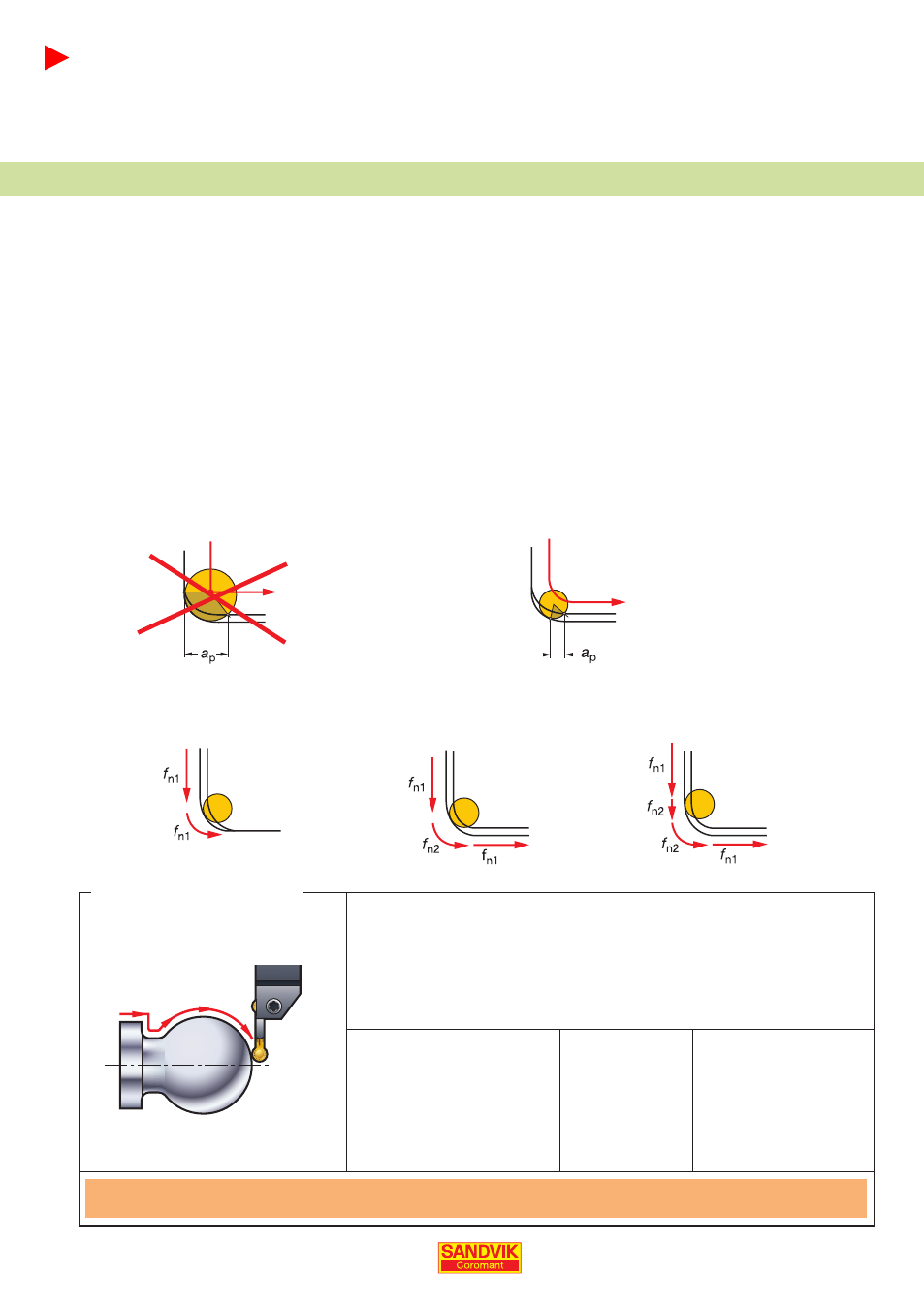
При врезании или обработке углов круглыми пластинами возникает эффект известный как
охватывание режущей кромки. Большая часть режущей кромки контактирует с заготовкой,
что вызывает увеличение усилий резания и возрастает вероятность возникновения вибраций.
Поэтому для обработки радиусов сопряжения на дне канавки рекомендуется использовать
пластины с минимально возможным радиусом относительно величины радиуса сопряжения.
Обрабатывая радиус, снижайте подачу на 50% от величины осевой подачи, см. пример.
Если радиус при вершине пластины равен радиусу на обрабатываемой детали, то
рекомендуется применять прерывистое резание для снижения риска возникновения
вибраций.
Рекомендуемые сплавы и режимы резания
Сплав первого выбора - GC1125.
Начальное значение скорости резания 150 м/мин и подача 0.20 мм/об.
f
n1
= подача по оси z – max толщина стружки 0.15–0.40 мм
f
n2
= обработка радиуса – 50% max толщины стружки
Радиус пластины ≥ радиус на заготовке
Не рекомендуется
Радиус пластины < радиус на заготовке
Предпочтительно
Условия обработки
Тип операции: Обработка сферы
Обрабатываемый материал: BS080M46, CMC 01.2, HB 180
Станок: Токарный станок с ЧПУ
Державка: LF123J13-2525BM
Пластина: N123J2-0600-RM
Сплав: GC1125
Режимы резания
Скорость резания:
Подача:
Глубина резания:
Время резания:
Количество деталей:
Сплав
конкурента
200 м/мин
0.3 мм/об
0.5–2.0 мм
1.07 мин
175 шт./кр.
Sandvik Coromant
200 м/мин
0.4 мм/об
0.5–2.0 мм
0.8 мин
248 шт./кр.
Пример обработки
Стойкость +42%
Производительность +25%
Годовая экономия 82 часа
Практические рекомендации