Инструкция по эксплуатации Sandvik Coromant Parting and grooving
Страница 23
21
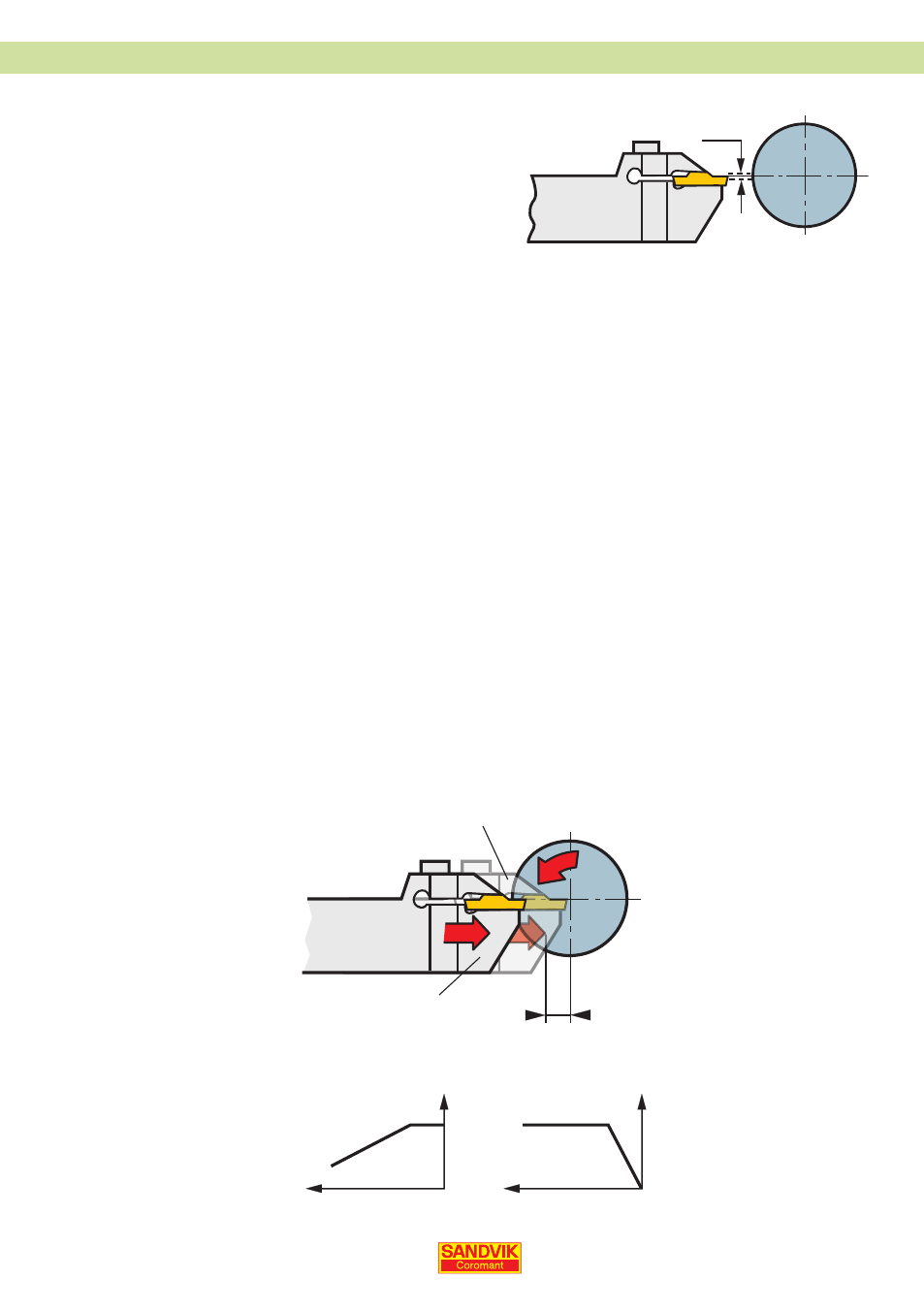
±0.1 мм
Практические рекомендации
Для нормального протекания процесса
резания отклонение высоты режущей
кромки пластины от линии центров станка
не должно превышать ±0.1 мм.
Самый распространенный случай, когда
при отрезке заготовки до центра деталь
«отрывается». Скорость резания в этих
условиях очень мала, вызывая появление
нароста на режущей кромке. И при
отрезке деталь падает, что ведет к риску
выкрашивания пластины.
Для увеличения стойкости инструмента и уменьшения описанных негативных последствий:
Снижайте подачу на 75%, когда режущая кромка окажется приблизительно в 2 мм от
•
центра заготовки.
Не доводите инструмент до оси детали, она отвалится под действием собственного
•
веса. Старайтесь, чтобы остаточная бобышка осталась на заготовке, при последующей
обработке она будет срезана обычным инструментом.
Не отводите инструмент назад после отрезки – отведите сначала в сторону и только потом
•
назад.
Прерывистая подача (микроостановки) помогают ломать стружку при обработке вязких
•
материалов.
При отрезке граненых прутков необходимо снижать подачу до тех пор пока не начнется
•
непрерывное резание.
Увеличивайте скорость резания, когда пруток становится короче в податчике прутка.
•
Контр-шпиндель может быть использован для захвата детали до того как пластина
•
достигнет центра.
fn
n
D
D
vc
Снижение подачи.
0.25 x fn
~2 мм