Черновая обработка, Чистовая обработка – Инструкция по эксплуатации Sandvik Coromant Parting and grooving
Страница 39
37
1
2
3
1
2
3
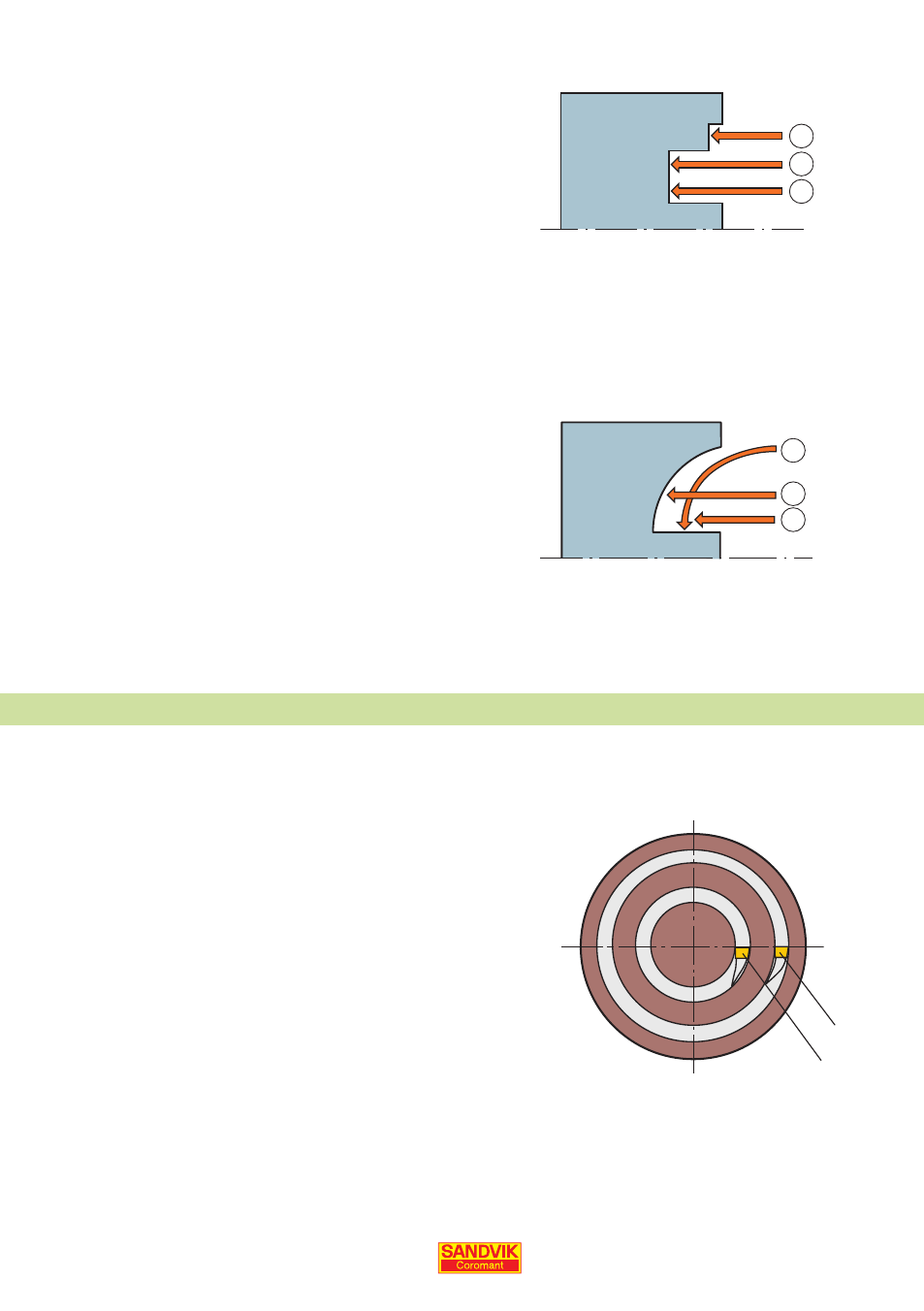
Черновая обработка
Первый проход должен производиться на
самом большом диаметре. Он обеспечивает
стружкозавивание, но не стружкодробление.
Последующие проходы пластина снимает
последующие припуски, равные 50–80% ее
ширины. И на этих проходах обеспечивается
хорошее стружкодробление и подача
может быть немного увеличена. Вывод
инструмента следует осуществлять от
внутренней стенки канавки.
Чистовая обработка
Врезание на рекомендуемую рабочую
глубину.
Более подробная информация на стр. 30.
Обработка контура канавки и ее дна в
направлении от периферии к центру и
вглубь.
Формирование внутреннего диаметра.
1
2
Практические рекомендации
1. Если лезвие корпуса затирает обрабатываемую
поверхность по внутреннему диаметру:
неправильно подобран инструмент; выберите
•
другой.
не выдержана параллельность инструмента
•
и оси вращения заготовки; внесите поправки.
опустите режущую кромку ниже оси центров.
•
2. Если лезвие корпуса затирает обрабатываемую
поверхность по внутреннему диаметру:
неверно подобран диаметр инструмента;
•
скорректируйте выбор.
не выдержана параллельность инструмента
•
и оси вращения заготовки; внесите поправки.
установите инструмент выше линии центров.
•