Практические рекомендации, Пример обработки – Инструкция по эксплуатации Sandvik Coromant Parting and grooving
Страница 47
45
r
e
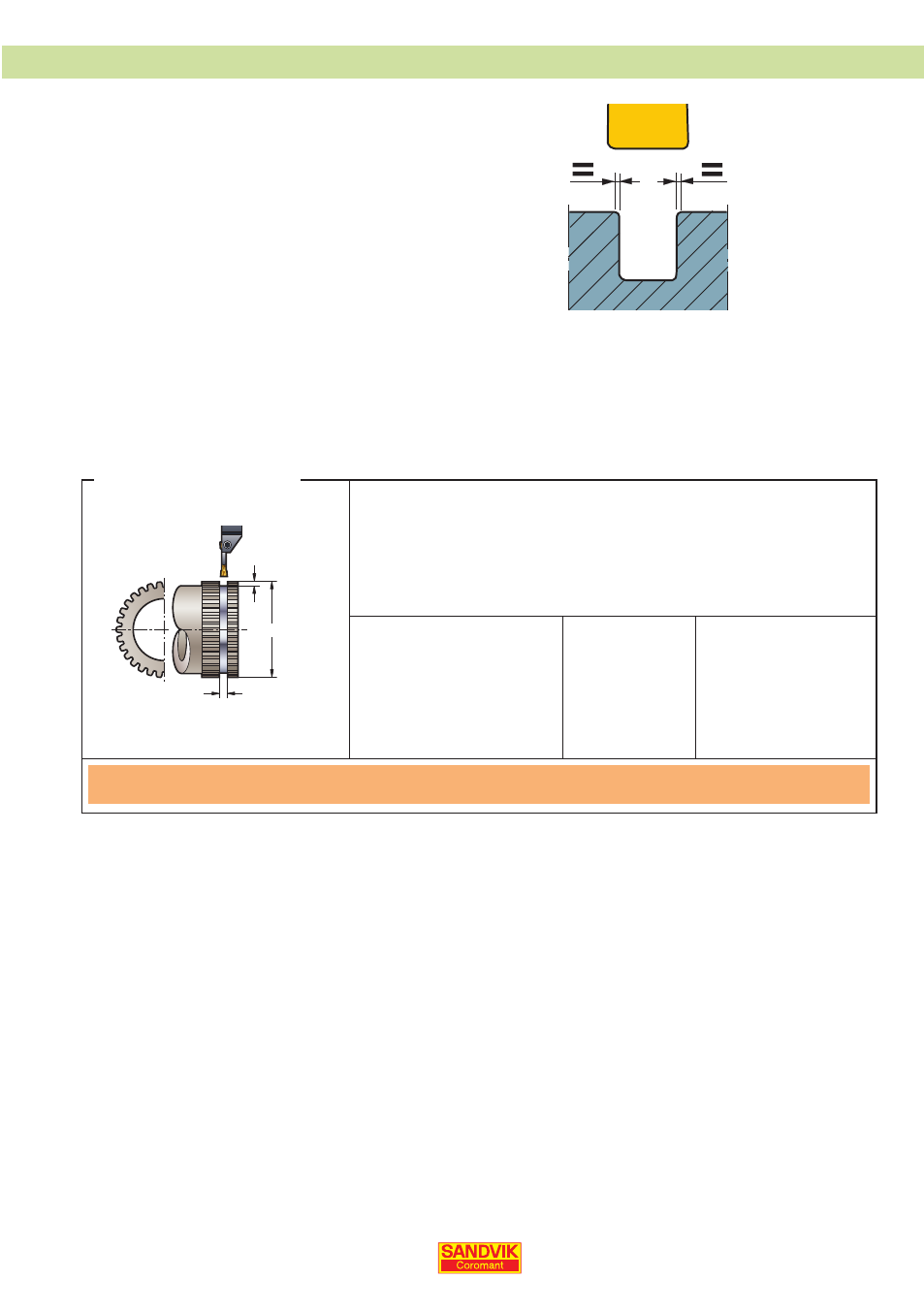
Отрегулируйте положение режущей
•
кромки относительно линии центров
станка для обеспечения надлежащей
стойкости инструмента, см. стр. 21.
При обработке предварительно
•
полученных канавок располагайте
пластину посредине имеющейся канавки
для равномерного распределения нагрузки
на углы пластины. Снижайте подачу в
процессе обработки при приближении к
дну канавки.
100
8 +0.1
3
Заготовки с предварительно
обработанной канавкой.
≤ 0.5 r
e
для
уменьшения
износа по задней
поверхности
Практические рекомендации
Условия обработки
Тип операции: Обработка канавки в закаленном материале
Обрабатываемый материал: 20 Mn Cr 5, CMC 04.1, 59–61 HRC
Станок: Токарный станок с ЧПУ
Державка: LF123L25-3225BM
Пластина: N123L1-080008S01025
Сплав: CB7015
Режимы резания
Ширина пластины:
Скорость резания:
Радиальная/осевая подача:
Время резания:
Количество деталей:
Сплав
конкурента
5 мм – 2 прохода
170 м/мин
0.04 мм/об
0.28 мин
120 шт./кр.
Sandvik Coromant
8 мм – 1 проход
150 м/мин
0.05 мм/об
0.13 мин
169 шт./кр.
Пример обработки
Стойкость +44%
Производительность +115%
Годовая экономия 112 часов