Обработка торцевых канавок, Державки, Рекомендуемые сплавы и режимы резания – Инструкция по эксплуатации Sandvik Coromant Parting and grooving
Страница 38
36
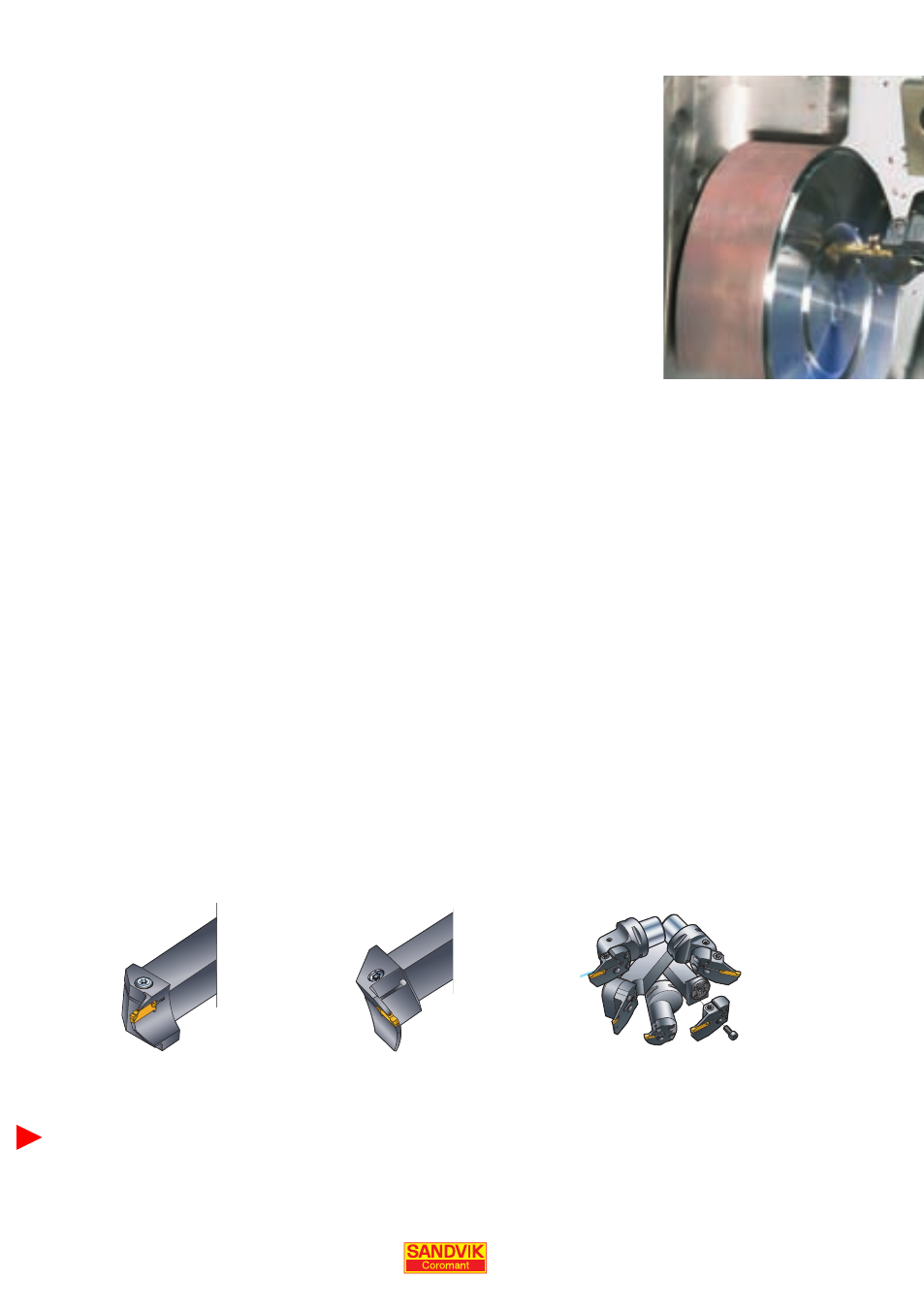
Обработка торцевых канавок
При выборе инструмента для обработки торцевых канавок особое
внимание уделяется державке. Для того, чтобы поместиться в
канавке, которую он будет изготавливать, инструмент должен быть
изогнут. См. Державки для обработки канавок под стопорные
кольца на стр. 61.
Для этих операций подходят канавочные пластины CoroCut 1- и 2 и
токарные пластины с геометриями GM, TF и RM. При небольшом
диаметре первого врезания рекомендуется использовать пластины
Q-Cut 151.3 с геометрией 7G и 7P. Все вышеупомянутые методы
обработки канавок могут использоваться для получения торцевых
канавок. См. Методы обработки широких канавок на стр. 30.
Инструментальные системы CoroCut MB и CoroTurn XS
предназначены для обработки небольших диаметров и канавок
шириной 1.0–3.0 мм.
Державки
Выбирайте специализированные для торцевых канавок цельные державки CoroCut правого
или левого исполнения RF/LF (прямая державка 0°) или RG/LG (угловая державка 90°).
Диаметр первого врезания от 34–400 мм.
Для канавок глубиной до 4.5 мм существуют специальный тип державок для обработки
неглубоких канавок, см. стр. 62.
Наряду с инструментом системы Coromant Capto и державками прямоугольного сечения,
возможно использование режущих головок типа CoroCut SL, позволяющих собирать
большое число разнообразных инструментальных наладок.
Рекомендуемые сплавы и режимы резания
Сплав первого выбора GC1125.
Скорость резания 100–125 м/мин, радиальная подача 0.10 мм/об и осевая подача 0.15 мм/об.
Державка RF/LF.
Державка RG/LG.
Система CoroCut SL.