Отрезка без заусенцев, Пример обработки – Инструкция по эксплуатации Sandvik Coromant Parting and grooving
Страница 27
25
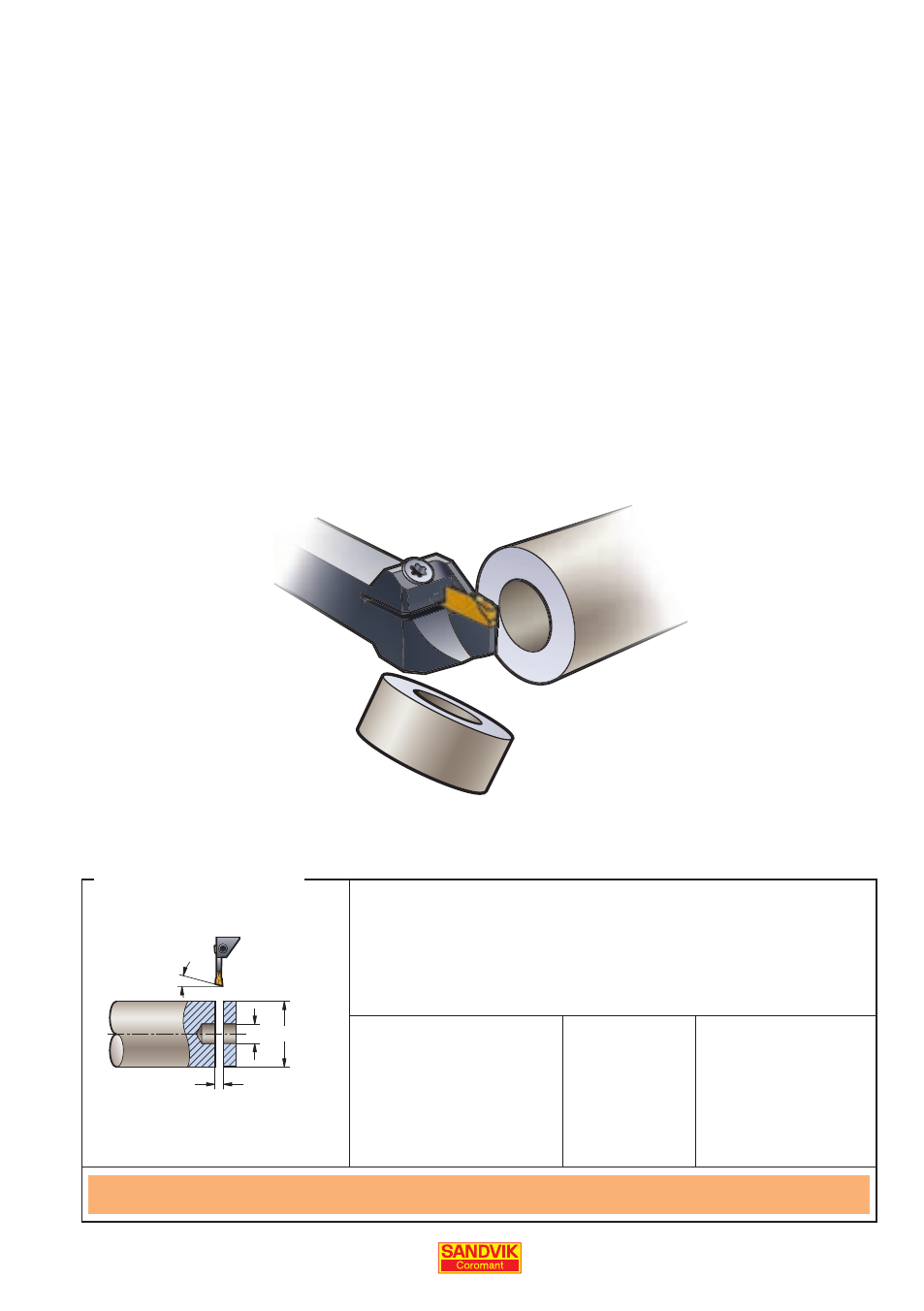
Отрезка без заусенцев
Для того, чтобы уменьшить заусенцы на отрезаемой детали используйте пластины правого
или левого исполнения с минимальным значением угла в плане.
Главный угол в плане 5° имеют пластины с геометриями CF, CM и CR. Углы в плане
величиной 10° и 15° имеют пластины с геометрией CS.
Обратите внимание, большой угол в плане лучше борется с заусенцами на детали, но при
этом на пластину действуют большие силы резания, что может привести к снижению
качества обработки и снижению стойкости пластины.
Для обеспечения максимальной жесткости и прямолинейности отрезки используйте
державки с креплением винтом и с минимальным возможным значением вылета, a
r
.
Усиленные державки обеспечивают еще большие показатели жесткости.
Отрезка усиленной
державкой с малым вылетом.
2.5
Ш 10 Ш 32
15º
Условия обработки
Тип операции: Отрезка труб (без заусенцев)
Обрабатываемый материал: CMC 01.1, HB 180
Станок: Токарный станок с ЧПУ
Державка: LF123F20-2020B
Пластина: L123F20-0250-1501-CS
Сплав: GC1125
Режимы резания
Скорость резания:
Подача:
Время резания:
Количество деталей:
Сплав конкурента
150 м/мин
0.1 мм/об
0.067 мин
1100 шт.
Sandvik Coromant
150 м/мин
0.1 мм/об
0.067 мин
2000 шт.
Стойкость +82%
Производительность +4%
Годовая экономия 8 часов
Пример обработки