Смотри „nc-программа” на странице 542) – Инструкция по эксплуатации HEIDENHAIN 530 (340 49x-07)
Страница 542
542
Программирование: многоосевая обработка
12.6
Тр
ех
м
е
р
н
а
я
к
оррекция
инстр
умента
(
ПО
-опция
2)
NC-программа
3D-ToolComp действует только в программах, содержащих
векторы нормали к поверхности (смотри „Определение
нормированного вектора” на странице 533). При создании NC-
программы с помощью CAM-системы необходимо учитывать
следующее:
Если NC-программа рассчитана на центр наконечника, то в
таблице инструмента TOOL.T вы должны задать номинальное
значение радиуса R2
Если NC-программа рассчитана на южный полюс наконечника,
то в таблице инструмента TOOL.T вы должны задать
номинальное значение радиуса R2 радиусной фрезы и
дополнительно значение R2 как отрицательную дельта-длину в
колонке DL таблицы инструмента TOOL.T
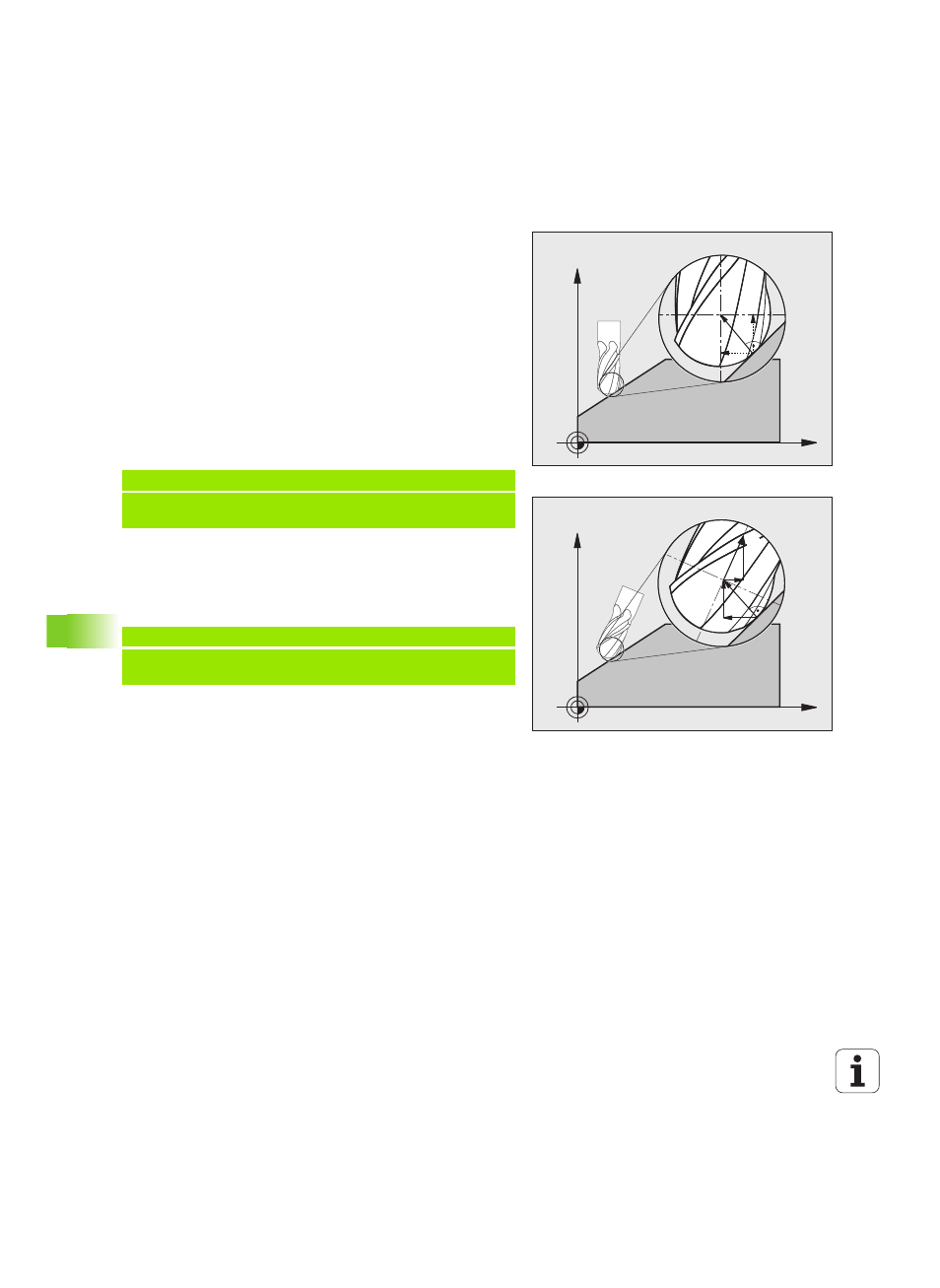
Пример: трехосевая программа с векторами нормали к
поверхности
Пример: пятиосевая программа с векторами нормали к
поверхности
X
Z
NZ
NX
X
Z
NX
NZ
N
T
TZ
TX
FUNCTION TCPM OFF
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 F1000
X, Y, Z:
Позиция ведущей точки инструмента
NX, NY, NZ: Компоненты нормалей к поверхности
FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ–0,8764339 TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000
X, Y, Z:
Позиция ведущей точки инструмента
NX, NY, NZ: Компоненты нормалей к поверхности
TX, TY, TZ: Компоненты нормированного вектора для
ориентации инструмента