Смотри „3d поправка на радиус – Инструкция по эксплуатации HEIDENHAIN 530 (340 49x-07)
Страница 539
HEIDENHAIN iTNC 530
539
12.6
Тр
ех
м
е
р
н
а
я
к
оррекция
инстр
умента
(
ПО
-опция
2)
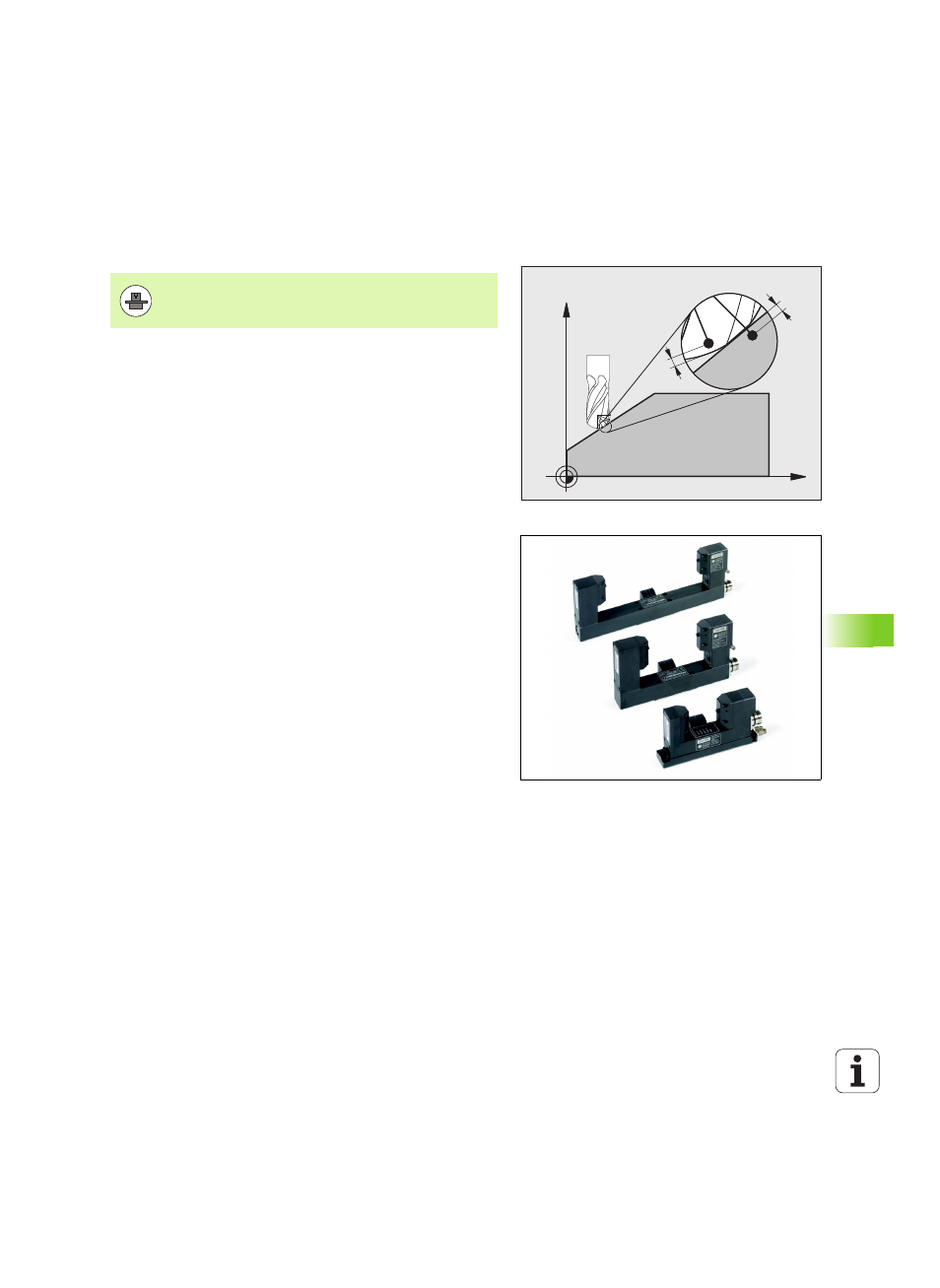
3D поправка на радиус, зависящая от угла
зацепления (опция ПО 3D-ToolComp)
Эффективный радиус головки радиусной фрезы имеет
неидеальную форму. Максимальную погрешность формы задает
производитель инструмента, стандартные отклонения лежат в
пределах от 0,005 до 0,01 мм.
Погрешность формы можно измерить с помощью лазерной
системы и соответствующего цикла в системе ЧПУ и сохранить ее
в таблицу компенсационных значений. Таблица содержит
значения углов и измеренную в них погрешность заданного
радиуса R2.
С помощью опции ПО 3D-ToolComp система ЧПУ, в зависимости
от действительной точки зацепления инструмента, может
компенсировать заданную в таблице компенсационных значений
погрешность.
Условия
Опция ПО 3D-ToolComp активирована
Опция ПО 2 3D-обработка активирована
Бит 6 машинного параметра 7680, должен быть установлен в 1:
система ЧПУ учитывает R2 из таблицы инструмента при
расчете поправки на длину инструмента
Колонка DR2TABLE в таблице инструмента TOOL.T
активирована (машинный параметр 7266.42)
Инструмент был измерен с помощью лазерной системы и
таблица компенсационных значений доступна в папке TNC:\.
Также вы можете создать таблицу компенсационных значений
вручную (смотри „Таблица компенсационных значений” на
Размеры инструмента L, R и R2 занесены в таблицу
инструмента TOOL.T
В колонке DR2TABLE таблицы инструмента TOOL.T задан путь
(без расширения) к таблице компенсационных значений для
инструмента, коррекция которого выполняется (смотри
„Таблица инструментов: стандартные параметры
инструментов” на странице 184)
NC-программа: необходимы NC-кадры с векторами нормали к
поверхности (смотри „NC-программа” на странице 542)
X
Z
DR20.004
DR2+0.002
Для применения опции ПО 92 3D-ToolComp вам также
потребуется опция ПО 2.