Вход в контур и выход из контура 6.3 – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04) ISO programming
Страница 205
Вход в контур и выход из контура
6.3
6
TNC 640 | Руководство пользователя "Программирование DIN/ISO" | 8/2014
205
При позиционировании фактической позиции
относительно вспомогательной точки P
H
система
ЧПУ не проверяет вероятность возникновения
повреждений на заданном программой контуре.
Необходимо проверить это с помощью тестовой
графики!
Для функций APPR LT, APPR LN и APPR CT
перемещение системой ЧПУ происходит от
фактической позиции к вспомогательной точке
P
H
с последней запрограммированной подачей/
ускоренным ходом. При выполнении функции
APPR LCT перемещение системой ЧПУ во
вспомогательную точку P
H
производится с
подачей, заданной в APPR-кадре. Если до кадра
подвода подача еще не задавалась, система ЧПУ
выдает сообщение об ошибке.
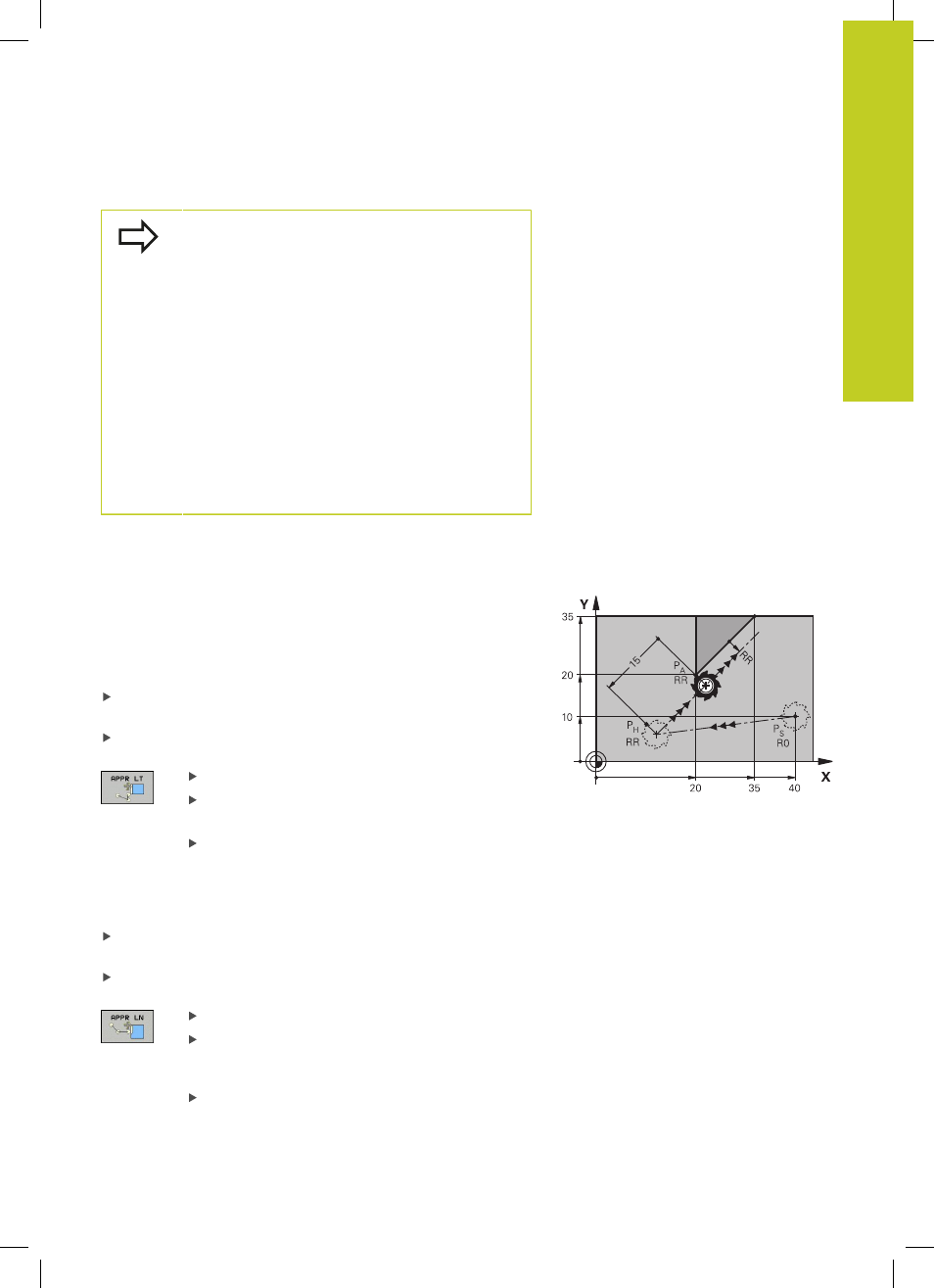
Наезд по прямой с тангенциальным примыканием:
APPR LT
Система ЧПУ перемещает инструмент по прямой от точки
старта P
S
к вспомогательной точке P
H
. Оттуда перемещает
его к первой точке контура P
A
по прямой, являющейся
касательной. Вспомогательная точка P
H
находится на
расстоянии LEN от первой точки контура P
A
.
Произвольная функция траектории: выполните подвод к
начальной точке P
S
Начните диалог при помощи кнопки APPR/DEP и клавиши
Softkey APPR LT:
Координаты первой точки контура P
A
LEN
: расстояние от вспомогательной точки P
H
до первой точки контура P
A
Поправка на радиус G41/G42 для обработки
Подвод по прямой перпендикулярно к первой
точке контура: APPR LN
Произвольная функция траектории: выполните подвод к
начальной точке P
S
Начните диалог при помощи кнопки APPR/DEP и клавиши
Softkey APPR LN:
Координаты первой точки контура P
A
Длина: расстояние от вспомогательной точки
P
H
. LEN всегда должно иметь положительное
значение!
Поправка на радиус G41/G42 для обработки