Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02) Cycle programming
Страница 451
КАЛИБРОВКА ДЛИНЫ TS (Цикл 461, DIN/ISO: G461, версия ПО
17)
16.7
16
TNC 620 | Рук/оводствопользователя Программированиециклов | 5/2015
451
16.7
КАЛИБРОВКА ДЛИНЫ TS (Цикл
461, DIN/ISO: G461, версия ПО 17)
Ход цикла
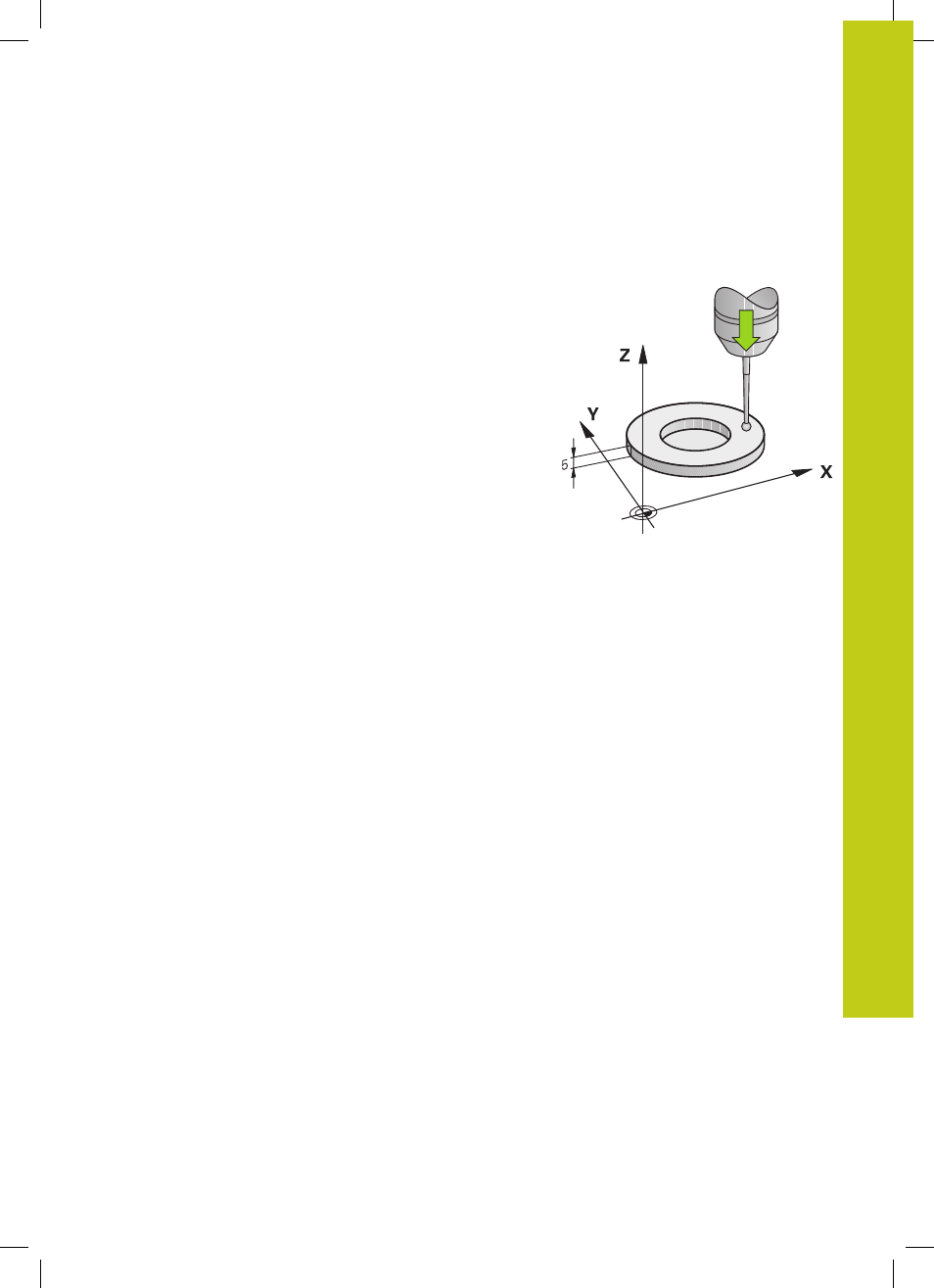
До начала цикла калибровки Вам необходимо установить
опорную точку на оси шпинделя таким образом, чтобы на
столе станка значение Z=0, а измерительная система была
расположена над калибровочным кольцом.
В процессе калибровки автоматически генерируется протокол
измерений. Данный протокол называется TCHPRAUTO.html.
Файл сохраняется в том же каталоге, что и исходный файл.
Отобразить протокол измерения на системе ЧПУ можно через
браузер. Если в программе используются несколько циклов для
калибровки измерительного щупа, то все протоколы измерения
сохраняются в файле TCHPRAUTO.html.
1 ЧПУ ориентирует измерительную систему на значение угла
CAL_ANG
из таблицы (только если Ваша система имеет
функцию ориентации)
2 ЧПУ производит измерение из текущего положения в
отрицательном направлении оси шпинделя с измерительной
подачей (столбец F в таблице)
3 Затем ЧПУ устанавливает измерительную систему в
ускоренном режиме (Столбец FMAX в таблице) назад в
начальное положение