Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-02) Cycle programming
Страница 164
Циклы обработки: фрезерование карманов / островов / канавок
5.8
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ (Цикл 233, DIN/ISO: G233, опция
программы 19)
5
164
TNC 620 | Рук/оводствопользователя Программированиециклов | 5/2015
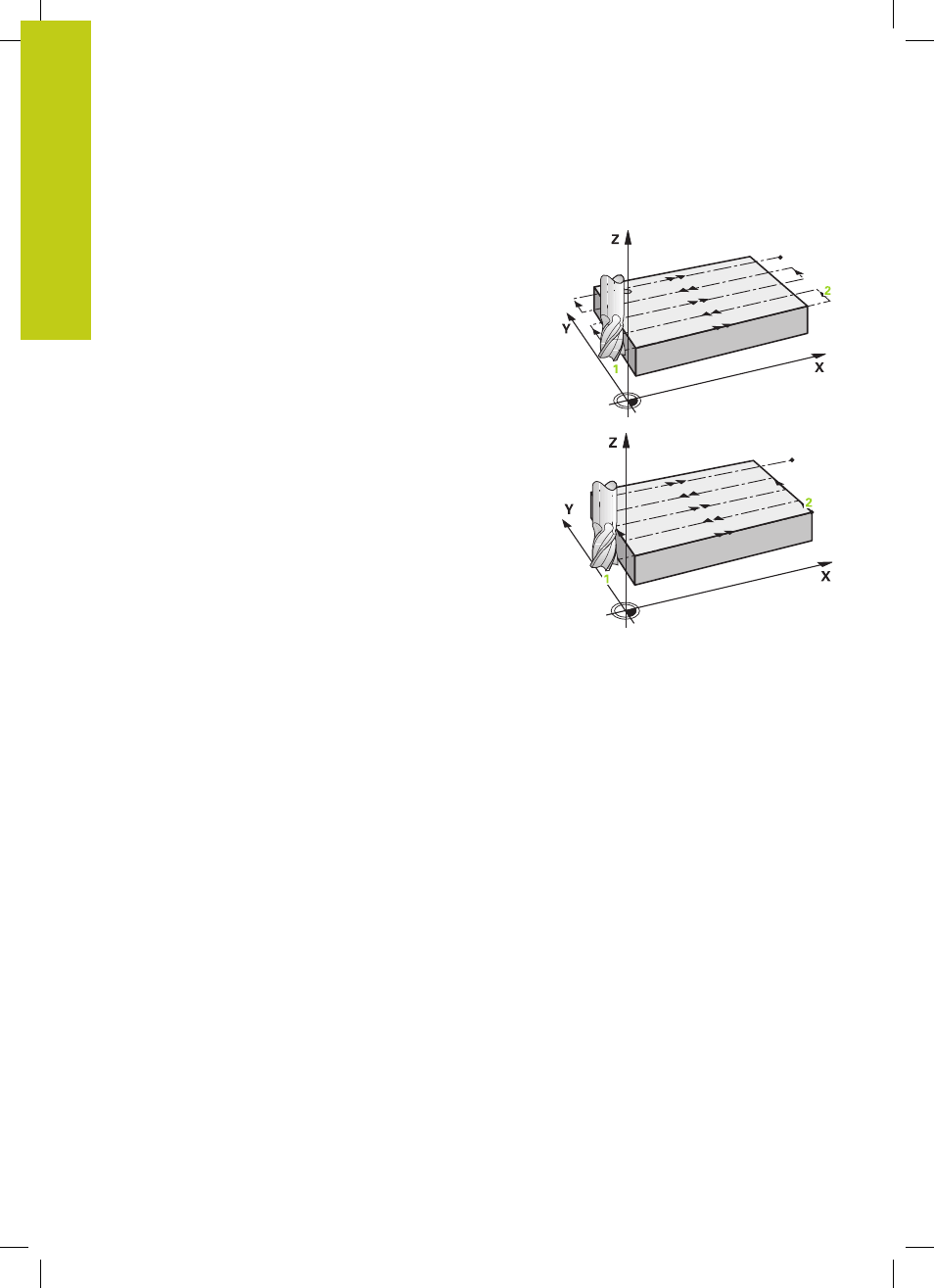
Стратегия Q389=0 и Q389 =1
Стратегии Q389=0 и Q389=1 различаются по перебегу во
время плоского фрезерования. При Q389=0 конечная точка
находится за пределами поверхности, при Q389=1 на краю
поверхности. Система ЧПУ рассчитывает конечную точку
2
по длине боковой поверхности и боковому безопасному
расстоянию. При выполнении стратегии Q389=0 система ЧПУ
дополнительно перемещает инструмент на расстояние радиуса
инструмента за пределы плоскости.
4 Затем система ЧПУ перемещает инструмент в
конечную точку с учетом запрограммированной глубины
фрезерования
2
.
5 Затем система ЧПУ смещает инструмент с подачей
предпозиционирования поперечно на точку старта
следующей строки; система ЧПУ рассчитывает смещение
из запрограммированной ширины, радиуса инструмента,
максимального коэффициента перекрытия траекторий и
бокового безопасного расстояния
6 В конце система ЧПУ перемещает инструмент с подачей на
фрезерование обратно в противоположном направлении
7 Фрезерование таким способом повторяется, до полной
обработки заданной поверхности.
8 Затем система ЧПУ позиционирует инструмент на
ускоренном ходу FMAX обратно в стартовую точку
1
9 Если установлены несколько подач, система ЧПУ
перемещает инструмент с подачей позиционирования на
оси шпинделя на следующую глубину врезания
10 Операция повторяется, пока все подводы будут выполнены.
При последнем врезании убирается заданный припуск на
чистовую обработку
11 В конце система ЧПУ перемещает инструмент на FMAX
назад на 2-е безопасное расстояние