Отвод по прямой, касательной к окружности: dep lt, 3 вх од в ко н тур и вых о д из ко н тур а – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-06)
Страница 220
220
Программирование: программирование контуров
6.3
Вх
од
в
ко
н
тур
и
вых
о
д
из
ко
н
тур
а
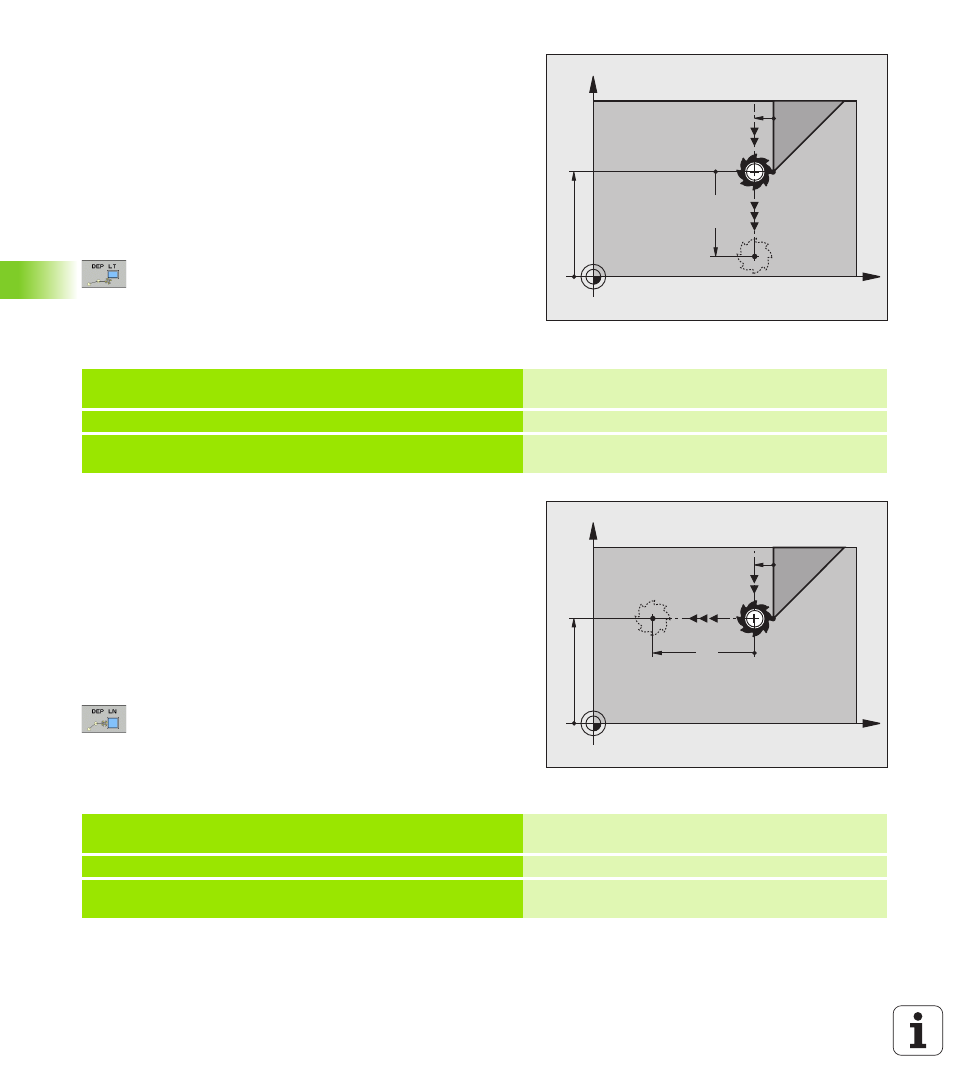
Отвод по прямой, касательной к окружности:
DEP LT
Система ЧПУ перемещает инструмент по прямой от последней
точки контура P
E
к конечной точке P
N
. Прямая продолжает
последний элемент контура. P
N
находится на расстоянии LEN от
P
E
.
U
Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
U
Начните диалог при помощи клавиши APPR/DEP и клавиши
Softkey DEP LT:
U
LEN: введите расстояние до конечной точки P
N
от
последнего элемента контура P
E
Примеры NC-кадров
Отвод перпендикулярно контуру в последней
точке контура: DEP LN
Система ЧПУ перемещает инструмент по прямой от последней
точки контура P
E
к конечной точке P
N
. Прямая проходит
перпендикулярно контуру в последней точке P
E
. P
N
находится от
P
E
на расстоянии, равном LEN + радиус инструмента.
U
Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
U
Начните диалог нажатием клавиши APPR/DEP и клавиши
Softkey DEP LN:
U
LEN: введите расстояние до конечной точки P
N
Внимание: введите положительное значение
переменной LEN
Примеры NC-кадров
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Последний элемент контура: P
E
с поправкой на
радиус
24 DEP LT LEN12.5 F100
Отвод на LEN=12,5 мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец
программы
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Последний элемент контура: P
E
с поправкой на
радиус
24 DEP LN LEN+20 F100
Для отвода от контура по нормали на LEN=20 мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец
программы