Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 98
96
80
60
40
20
0
80
60
40
20
0
min
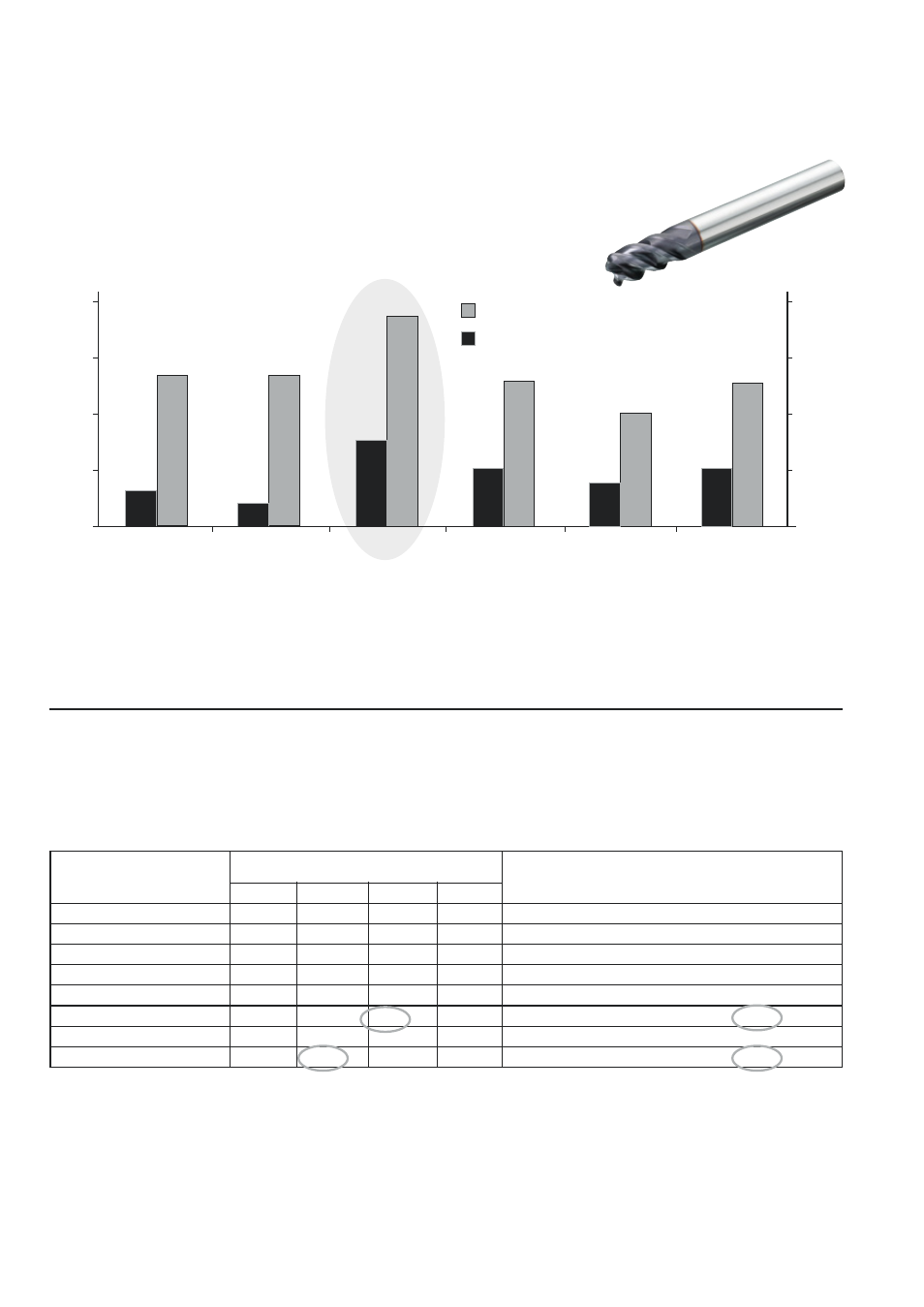
R215.36-12050- R215.3C-12030- R216.24-12050- R216.24-12050- R216.34-12050- R216.34-12050-
AC26L 1620
AC26H 1610
GAK26P 1620
GAK26P 1630
AK26P 1630
AK26P 1620
= Общий съем металла
= Стойкость
см
3
Рекомендации по выбору инструментов для HSM
Как видно на графике, инструмент R216.24-12050-GAK26P 1620 является оптимальной
фрезой для высокоскоростной обработки (HSM) Inconel.
Общий съем металла и стойкость в зависимости от радиального резания
Материал: Inconel 718
v
c
100 м/мин, a
e
0.5 мм, a
p
10 мм,
f
z
0.05 мм/зуб, h
ex
0.02 мм
8
10
12
16
20.0%
1.6
2
2.4
3.2
53°
1.3
0.05
17.5%
1.4
1.75
2.1
2.8
49°
1.3
0.05
15.0%
1.2
1.5
1.8
2.4
46°
1.4
0.06
12.5%
1
1.25
1.5
2
41°
1.5
0.06
10.0%
0.8
1
1.2
1.6
37°
1.7
0.07
7.5%
0.6
0.75
0.9
1.2
32°
1.9
0.08
5.0%
0.4
0.5
0.6
0.8
26°
2.3
0.09
2.5%
0.2
0.25
0.3
0.4
18°
3.2
0.13
Соотношение глубины
резания к диаметру a
e
/D
c
Глубина резания для диаметра
пластины, мм
Угол в плане
k
r
Корректирующий
коэффициент
подачи
Подача f
z
для
толщины
стружки 0.04 h
ex
Рекомендуемые начальные режимы резания для фрезерования
жаропрочных сплавов инструментом CoroMill Plura
Чистовая обработка
75
1.5 x D
c
0.25 до 0.5
0.04
0.1
22
75
1.5 x D
c
8% D
c
0.04
0.08
16
Черновая обработка
v
c
, м/мин a
p
, мм
a
e
, мм
h
ex
мм
f
z
мм/зуб
Стойкость, мин
Выберите подачу в зависимости от радиальной глубины резания
Например, черновая обработка:
D
c
12 мм, a
e
0.9 мм, f
z
0.08 мм
Например, чистовая обработка:
D
c
10 мм, a
e
0.25 мм, f
z
0.13 мм