Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 78
76
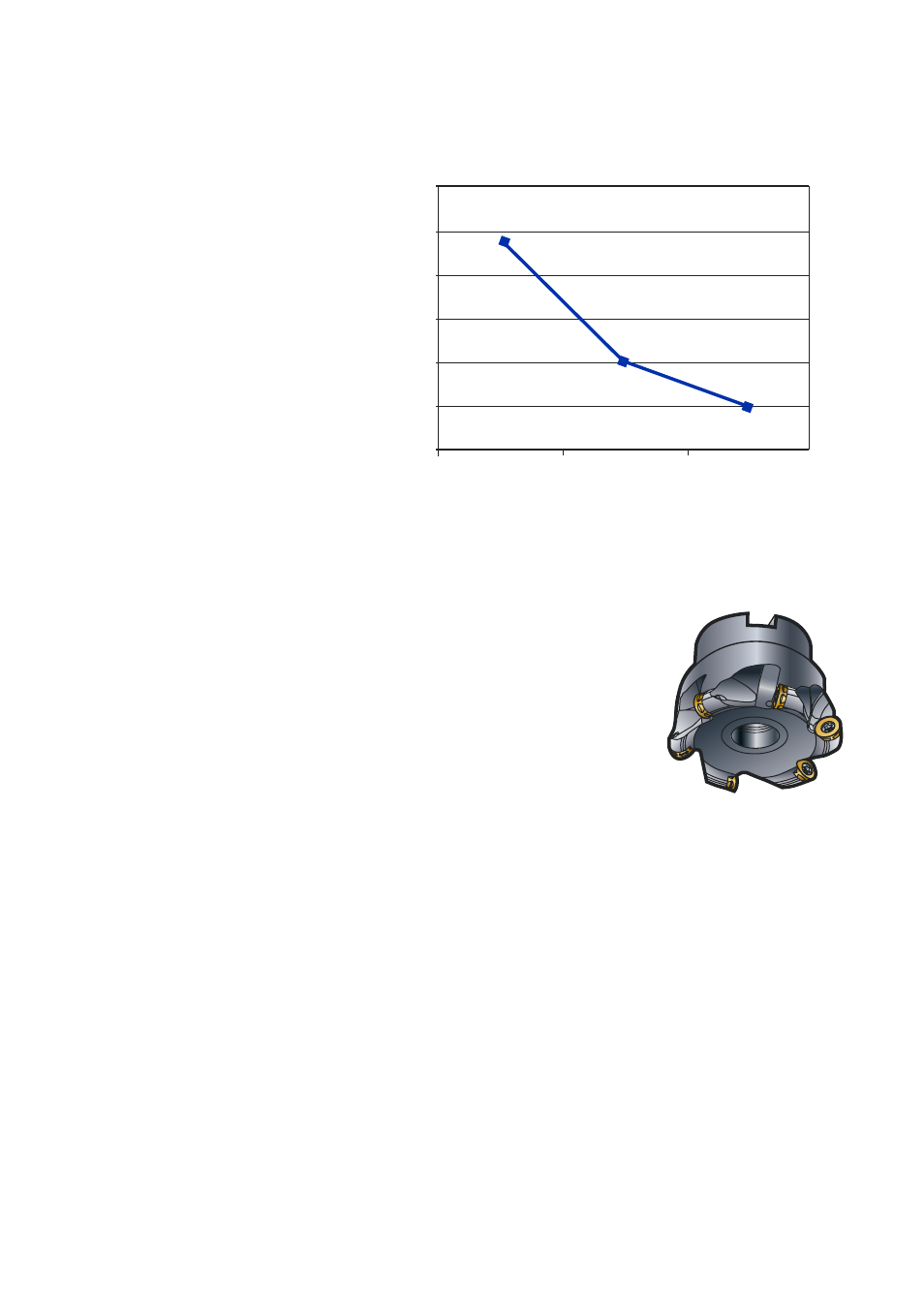
CoroMill® 300
30
25
20
15
10
5
0
40
43
46
HRC
R300-1240E-MM 2040
Выводы. Торцевое фрезерование жаропрочных сплавов с использованием
твердосплавных пластин
•
CoroMill 300 (фреза с круглыми пластинами) обеспечивает
оптимальную обработку.
•
Сплав S40T/GC1030 имеет лучшие характеристики.
•
Используйте геометрию E-MM/E-PL, кроме случаев
максимальной толщины снимаемой стружки (>0.3 мм/зуб). В
таких случаях M-MH обеспечивает большую прочность кромки.
•
Увеличение скорости резания значительно снижает стойкость;
25 м/мин – наилучшее соотношение стойкости и
производительности.
•
Фрезы с мелким шагом зубьев с подачей СОЖ через шпиндель
обеспечивают максимальную производительность.
• Стойкость инструмента уменьшается с увеличением осевой
глубины резания(a
p
). Производительность снятия материала
меняется не так сильно, и при глубине резания a
p
= 1 мм
составляет на 30% больше, чем при глубине 1,5 мм
.
•
Оптимальные параметры:
Пластина GC1030 E-PM
Скорость подачи 0.2 мм/зуб
Скорость резания 25 м/мин
Осевая глубина резания 1 мм
Оптимальная прочность/надежность
Пластина S40T E-PL
Скорость подачи 0.2 мм/зуб
Скорость резания 25 м/мин
Осевая глубина резания 1 мм
Оптимальная производительность/
стойкость
Влияние твердости обрабатываемого материала
Даже небольшие изменения твердости материала значительным
образом сказываются на стойкости инструмента.
мин
Инструмент R300-063Q22-12H,
D
c
51 мм, f
z
0.24 мм/зуб, h
ex
0.18 мм,
a
p
2 мм, a
e
36 мм, v
c
30 м/мин
Материал: Inconel 718