Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 69
67
+
–
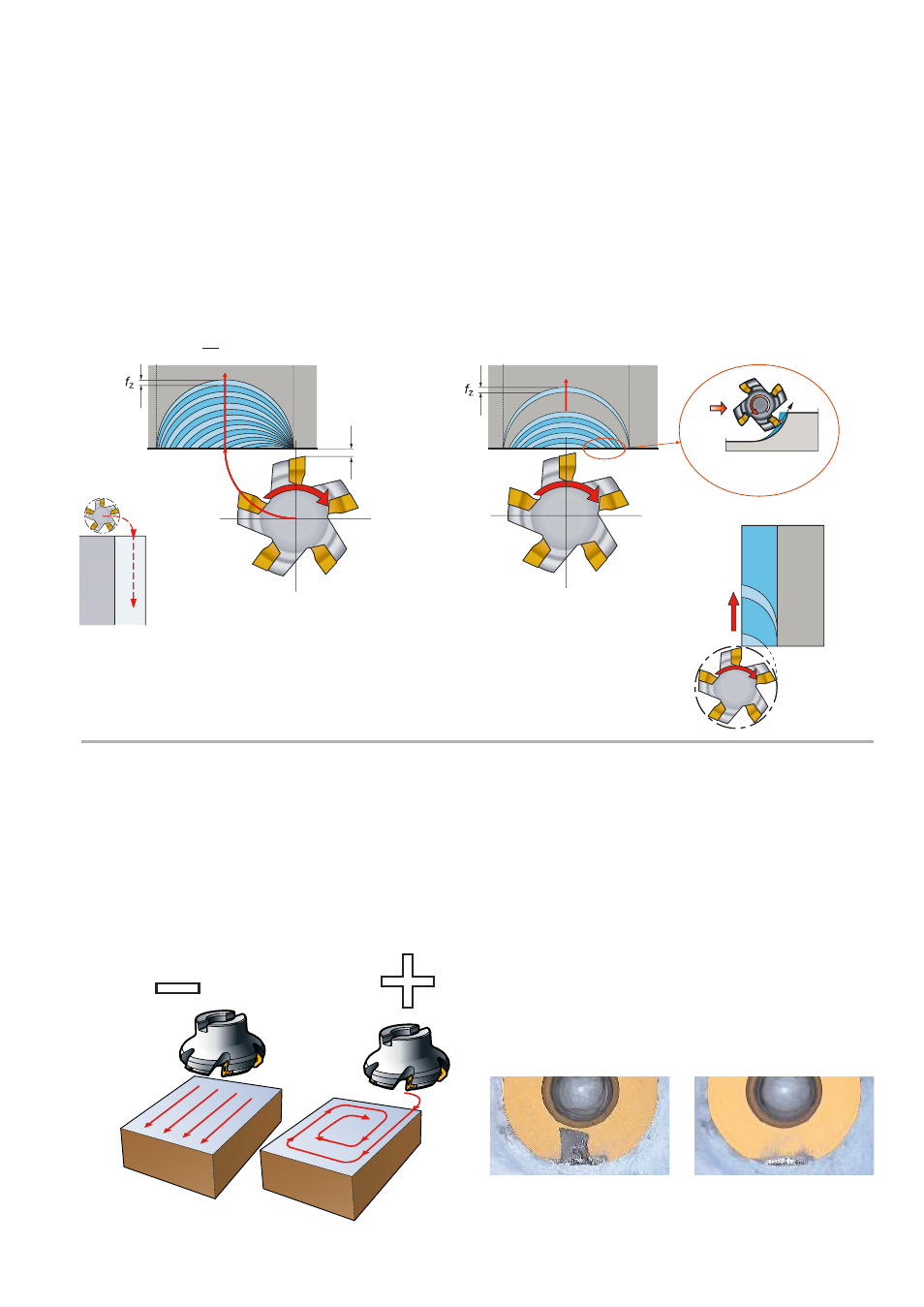
При контурном фрезеровании положение
фрезы можно определить заранее, а при
торцевом фрезеровании положение
фрезы относительно заготовки меняется и
может быть неблагоприятным на
некоторых участках траектории.
1) ширина радиального врезания (a
e
) не
должна превышать 75% от диаметра
фрезы и не должна быть менее 30% -
когда менее двух зубьев находится в
резании (если z
n
> 2).
2) фрезу следует сместить с оси
симметрии заготовки, что позволит
получить практически нулевую толщину
стружки при выходе из резания.
3) для того, чтобы фреза плавно входила в
резание, вход в заготовку следует
тщательно программировать, используя
один из приведенных ниже способов:
Снижение подачи
на входе
Толщина стружки на
выходе из резания,
когда фреза не
полностью находится
в работе.
Накатывание
Прог. рад.
=
(
D
e
)
+ 2
2
При фрезеровании больших плоскостей,
траекторию инструмента следует выбрать
так, чтобы контакт фрезы с заготовкой не
прерывался, обходя поверхность по
периметру, а не за несколько отдельных
проходов. При смене направления
обработки, выбирайте радиусную
траекторию инструмента, чтобы
не останавливать движение фрезы и
избежать нежелательной вибрации.
Ниже представлены изношенные
пластины после обработки сплава
Waspalloy с одинаковыми режимами
резания и стойкостью, которые
демонстрируют преимущество обработки
с постоянным контактом фрезы с
заготовкой.
Многопроходная
обработка ( вход/выход).
Постоянный контакт,
замкнутая траектория.
2 мм