Выбор оправки – Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 51
49
Промежуточная
обработка.
HRC 46.
Нежесткие
тонкостенные
детали.
Расточка.
CNMG 120408
SM
GC1105 50
1.50
0.20
5
15
250
CNMG 120408
SM
GC1105 50
1.00
0.20
5
10
250
*для сплава Inconel 718 (HRC 46)
DNMG 150608-SM 1105
v
c
50 м/мин, a
p
2 мм, f
n
0.15 мм/об
Выбор оправки
DNMG 150608-SM 1105
v
c
50 м/мин, a
p
2 мм, f
n
0.15 мм/об
RNGN 120400 T01020 6060
v
c
200 м/мин, a
p
2 мм, f
n
0.15 мм/об
1
Ш
2
Ш
3
Ш
4
Ш
5
Ш
6
Ш
7
Ш
8
Ш
9
Ш 10 Ш
Пластина
Геомет-
рия
Скорость
резания,
м/мин
Подача,
мм/об
Глубина
резания,
мм
Стой-
кость,
мин
Спира-
льный
путь
реза-
ния, м
Удельный
съем
металла,
см
3
/мин
Сплав
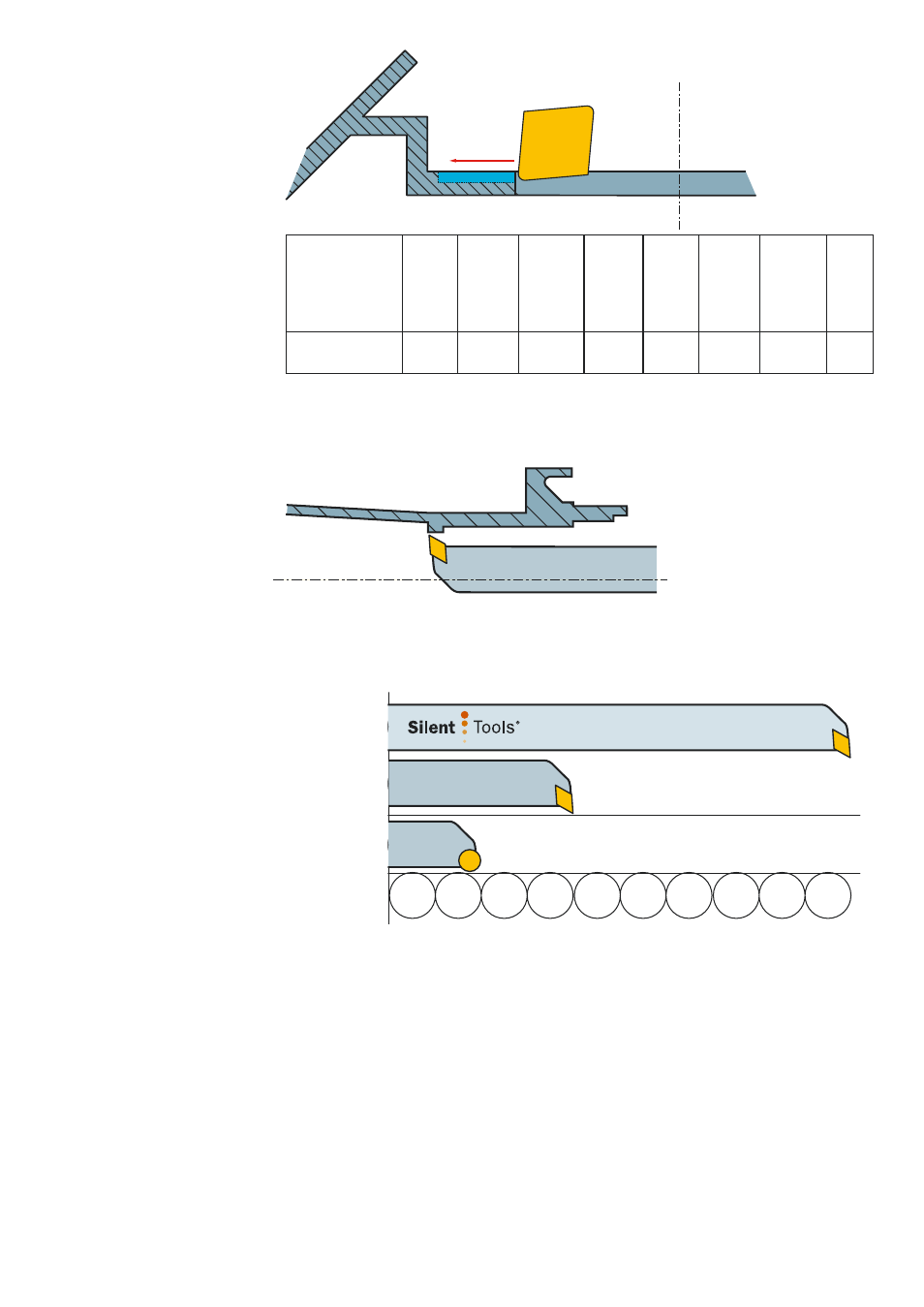
Для вылетов до 14 диаметров рекомендуется применять усиленные
твердосплавные антивибрационные оправки Silent Tools.
Стальные
антивибрационные
расточные оправки
Стальные
расточные
оправки
Стальные
расточные
оправки