Толщина стружки, Качество обработки поверхности, Например – Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 21
19
f
n
h
ex
k
r
f
n
iC
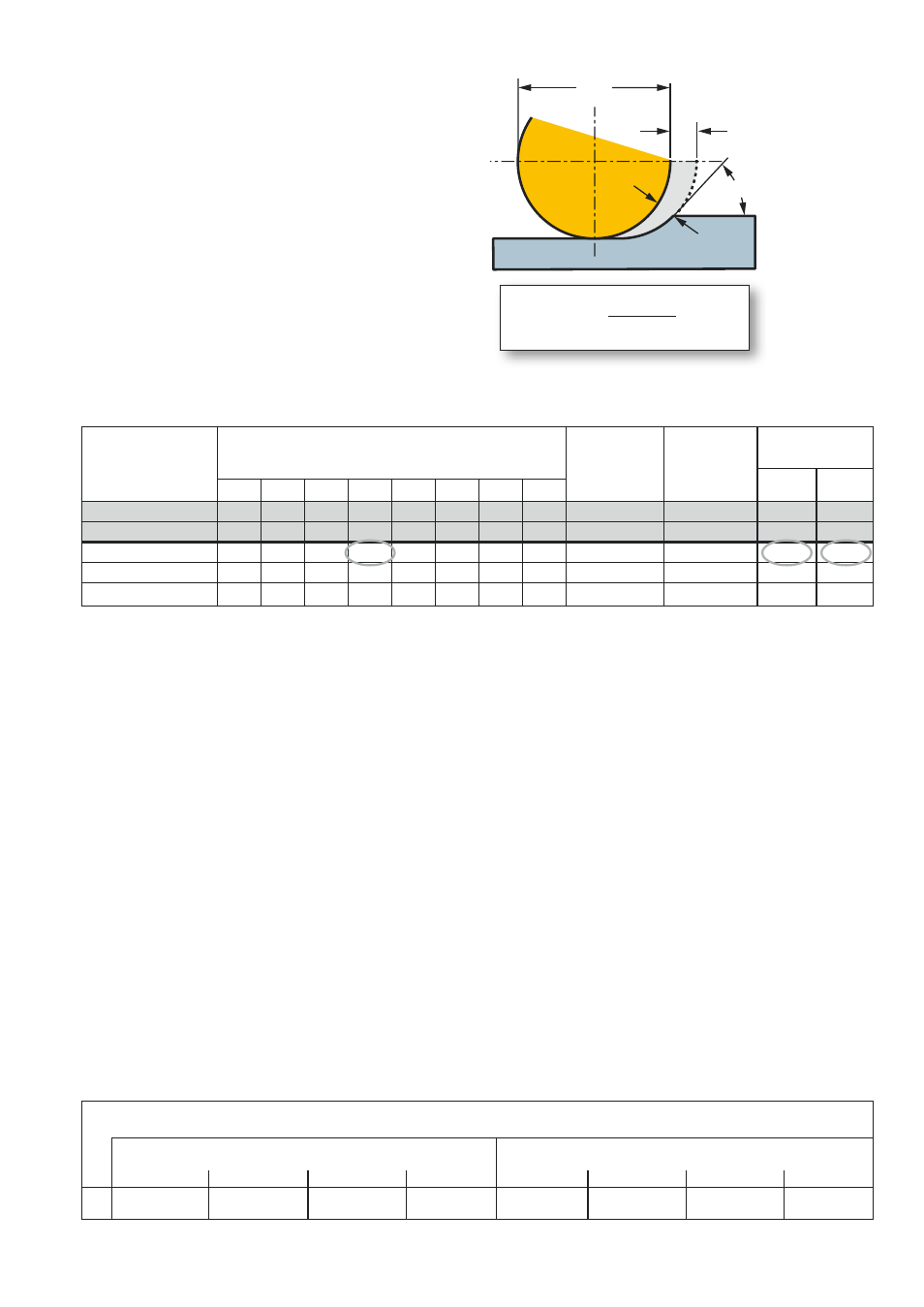
Толщина стружки
Толщина стружки меняется для круглых
пластин и зависит от угла в плане. Если
отношение глубины резания к диаметру
невелико, подача может быть увеличена,
чтобы сохранить толщину стружки на
желаемом уровне.
Рекомендуемая толщина стружки
h
ex
для
жаропрочных сплавов:
Твердый сплав от 0.1 до 0.35 мм
Керамика
от 0.08 до 0.15 мм
3
4
5
6
8
10
12
16
0.25
0.75
1
1.25 1.5
2
2.5
3
4
60°
1.16
0.12
0.41
0.2
0.6
0.8
1
1.2
1.6
2
2.4 3.2
53°
1.25
0.13
0.44
0.15
0.45 0.6 0.75 0.9
1.2
1.5
1.8 2.4
46°
1.4
0.14
0.49
0.1
0.3
0.4
0.5
0.6
0.8
1
1.2 1.6
37°
1.66
0.17
0.58
0.05
0.15 0.2 0.25 0.3
0.4
0.5
0.6 0.8
26°
2.3
0.23
0.81
Диаметр
пластины
a
p
/iC
Глубина резания для диаметра пластины, в мм
Угол в
плане
k
r
Коэффициент
изменения
подачи
Подача min/
max мм/об
h
ex
0.1
мм
h
ex
0.35
мм
Пластина CoroCut RO диаметр 6 мм
Глубина резания 0.9 мм, что соответствует
углу в плане
k
r
= 46°.
Для обработки с:
толщиной стружки min 0.1 мм правильная
подача 0.14 мм/об.
толщиной стружки max 0.35 мм
правильная подача 0.49 мм/об.
Шероховатость поверхности напрямую
зависит как от радиуса при вершине, так
и от значения подачи. Чтобы получить
то же самое качество обработки
поверхности, с маленьким радиусом
при вершине потребуется уменьшение
подачи, в сравнении со случаем, когда
используется большой радиус при
вершине. На практике это означает, что
маленький радиус приводит к снижению
производительности. Таким образом, для
повышения производительности радиус
при вершине должен быть максимально
возможным, причем наибольший
обеспечивают круглые пластины.
0.4
0.8
1.2
1.6
8
10
12
16
0.17
0.22
0.27
0.32
0.5
0.57
0.62
0.7
Радиус при вершине, мм
Диаметр пластины, мм
Максимальная подача f
n
мм/об, чтобы получить шероховатость поверхности R
max
8.0 – R
a
1.6 µm – N7
Например
Качество обработки поверхности
f
n
=
h
ex
sin
k
r