Технология получения заготовки – Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 8
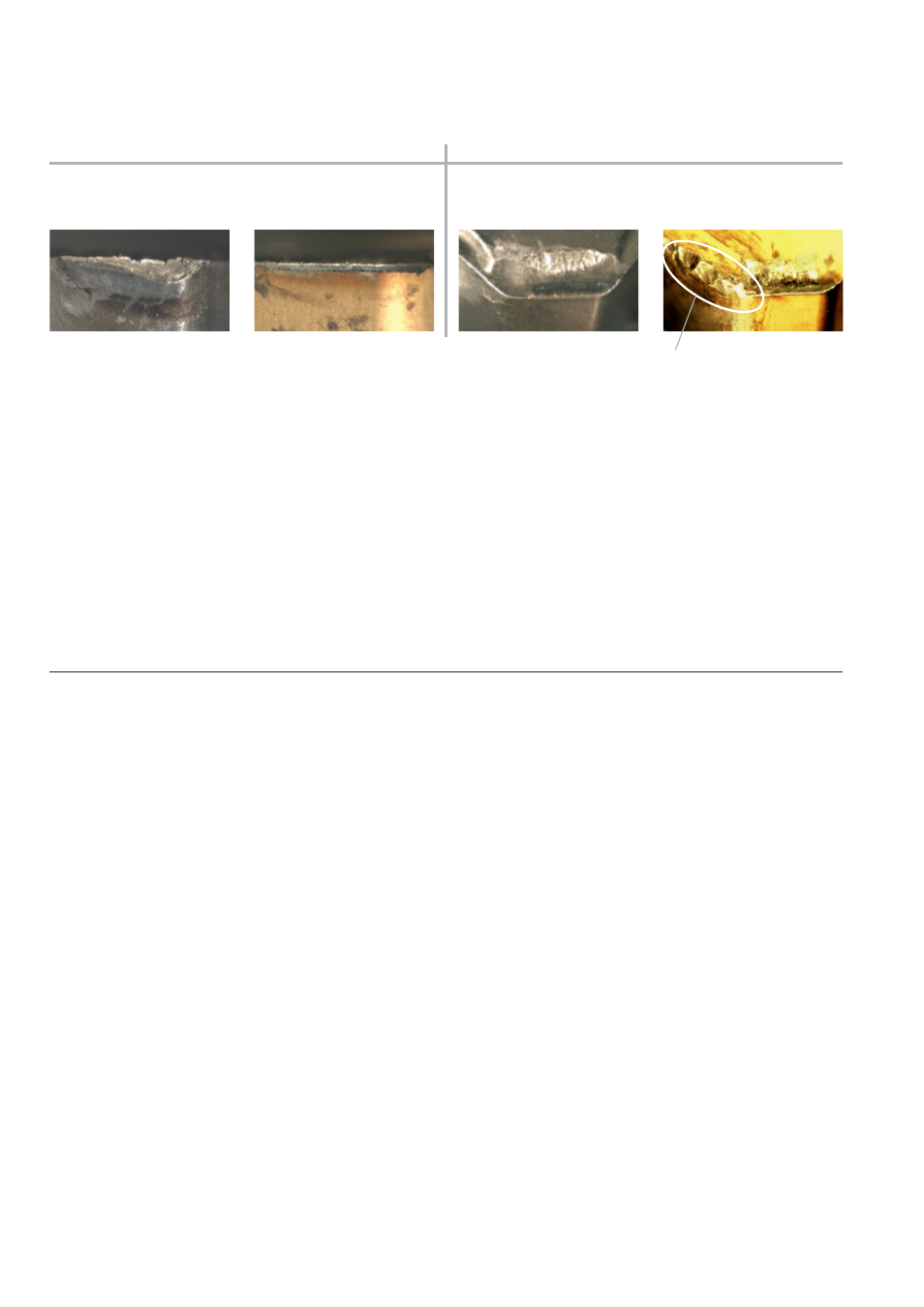
6
S05F
GC1105
GC1105
S05F
3.5 мин.
Твердый материал
Мягкий материал
7 мин.
6 мин.
12 мин.
Виды износа в зависимости от твердости
материала и сплава пластины
CNMX 1204A1-SM – v
c
50 м/мин, f
n
0.25 мм/об, a
p
1.5 мм
Технология получения заготовки
В зависимости от требований к размеру,
форме и прочности детали, выбираются
различные технологические способы
получения заготовки.
Они влияют обрабатываемость материала
и характер износа инструмента.
Материал
Поковки
крупногабаритные
средняя
Литье
сложной формы
неудовлетворительная
Прутковая заготовка
<200 мм в диаметре
хорошая
Детали
Преимущества/
пригодность
Обрабатываемость
высокая прочность
низкая прочность
доступность/ высокая
прочность
Каждый из этих типов сырья
непосредственно влияет на микроструктуру
сплава, а также определяет последующую
обрабатываемость:
Поковки имеют более мелкий размер
зерна, чем отливки, что улучшает прочность.
Волокна имеют направленный характер.
При обработке поковок, снижением
скорости резания и увеличением подачи
добиваются максимально возможной
объемной производительности удаления
металла в сочетании с высокой стойкостью
инструмента.
При обработке отливок, напротив, более
продуктивны низкая подача (толщина
стружки 0.1 мм) и высокие скорости. Литые
детали имеют неудовлетворительную
обрабатываемость, а также в большей
степени склонны к образованию проточины
и абразивному износу. Их легко распознать
по явно крапчатой обработанной
поверхности (эффект «апельсиновой корки»).
Прутковый материал – наиболее легкое
для обработки сырье. Образование
проточины не является проблемой, что
позволяет использовать более твердые и
износостойкие пластины, чем для поковок.
Выкрашивание
сходящей
стружкой