Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 37
Advertising
35
Обработка канавок и профильная обработка
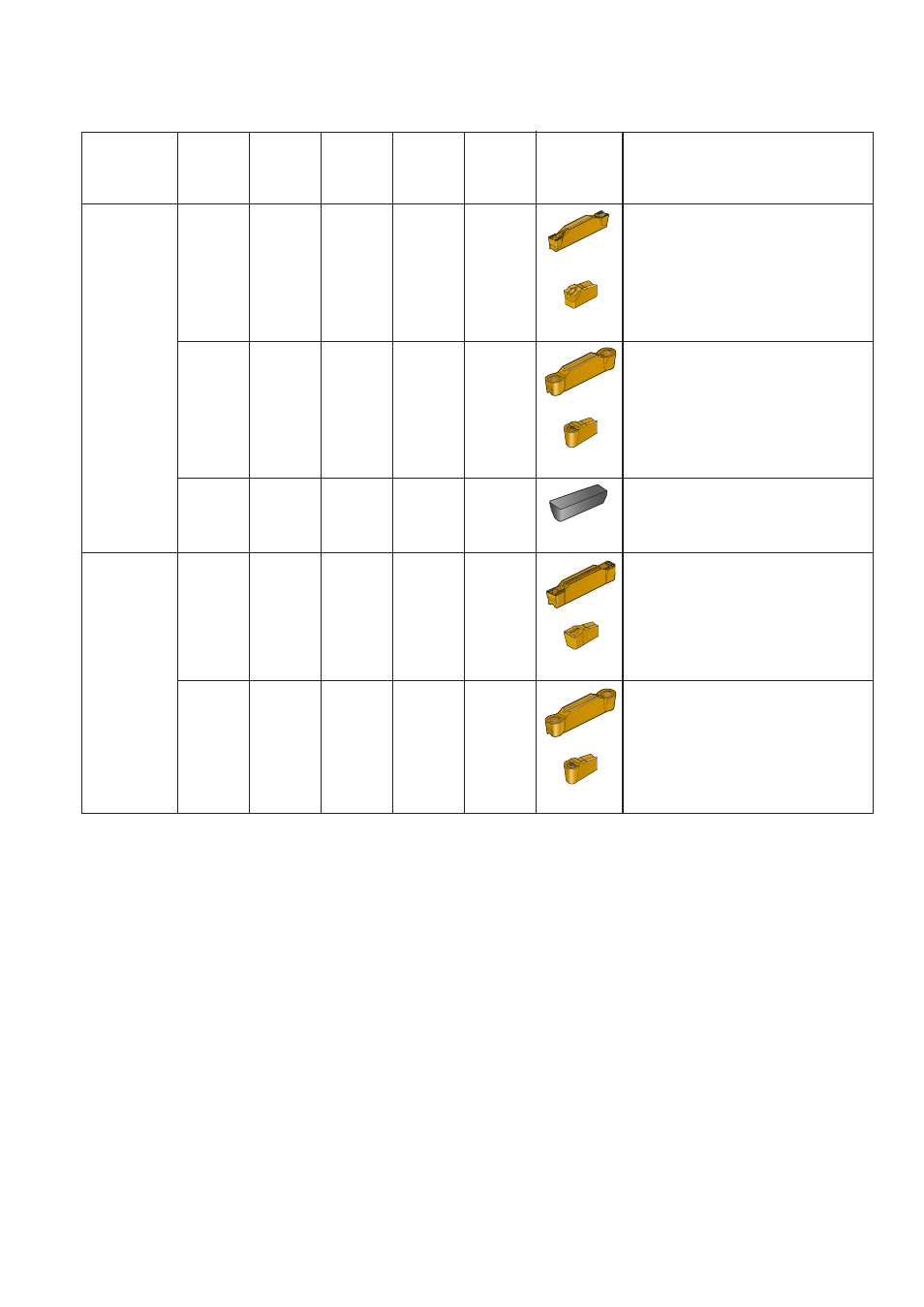
GC1105 GC1125 40– 60 0.1–0.15
TF
5E
S05F
GC1105 40– 60 0.2–0.4
RO
4P
CC670
200–400 0.05–0.1
150.23
GC1105 GC1125 40– 60 0.1–0.15
GF
4G
S05F GC1105 40– 60 0.15–0.35
RO
4P
ISM
LSM
Стадия
обработки
Первый
выбор
Альтер-
нативный
выбор
Скорость
резания,
м/мин
Подача,
мм/об
Глубина
резания,
мм
Тип
пластины
Комментарии
Для черновой прорезки канавок
используйте наибольший
возможный радиус при вершине.
Для контурной обработки.
Для черновой прорезки канавок в
стабильных условиях.
Для чистовой прорезки канавок по
возможности используйте радиус
0.4.
Для чистовой обработки контуров.
Max a
p
0.15 x D
0.25 - 0.5
0.25 - 0.5
Advertising