Инструкция по эксплуатации Sandvik Coromant Heat resistant super alloys
Страница 12
10
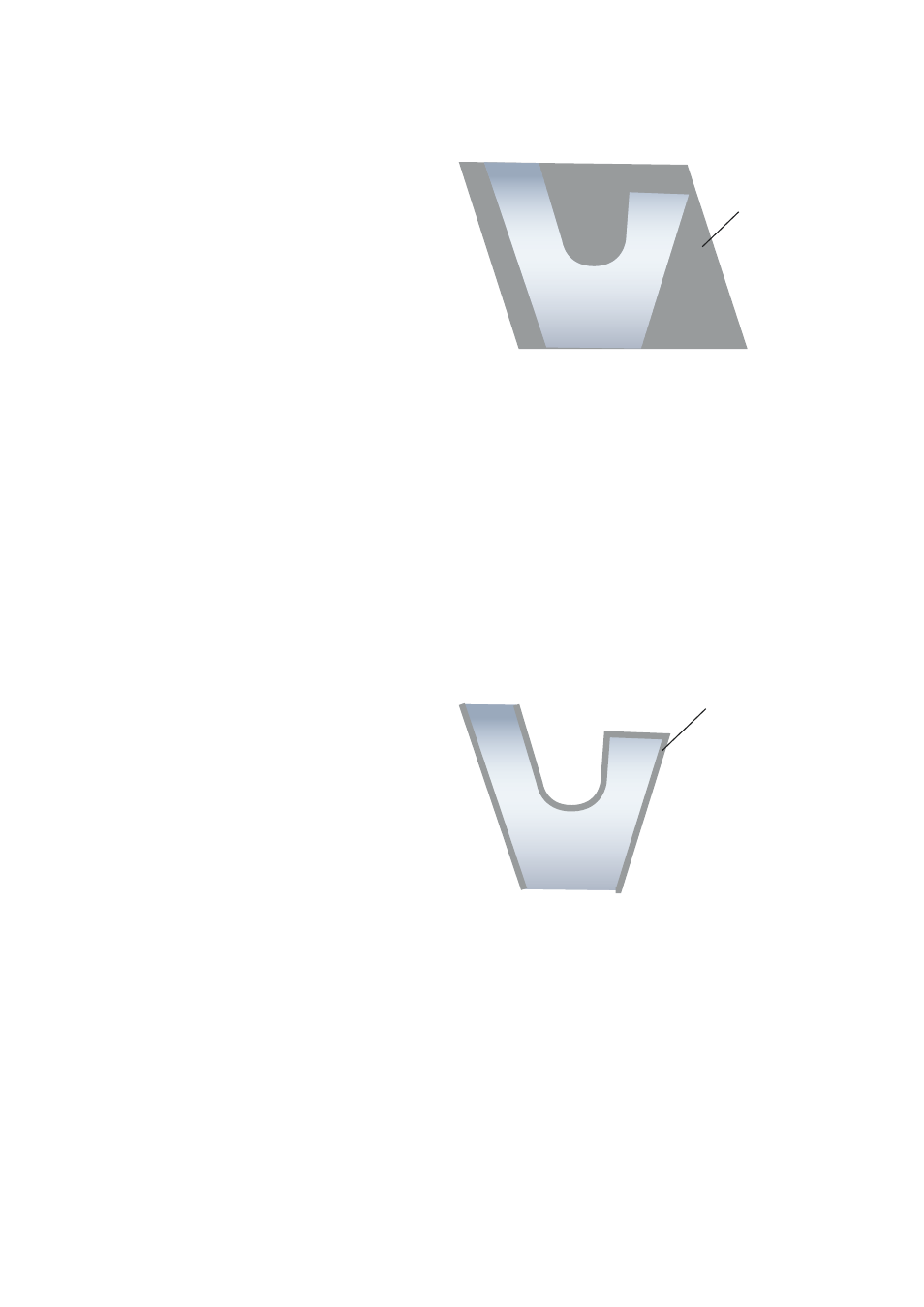
Промежуточная обработка – глубина резания от 0.5 до 5 мм
На этот этап, заготовка передается после
термической обработки, и обычно находится
в конечном твердом/ состаренном
состоянии (твердость обычно от 36 до
46 HRC). Первоначальная форма уже
получена на стадии предварительной
обработки. Промежуточная стадия
включает обработку профиля детали путем
точения различной глубиной резания.
Точность умеренная. Основная цель
оставить тонкий равномерный припуск. В
этом случае важным фактором является
не только производительность, но и
надежность работы инструмента. Режущая
керамика обеспечивает максимальную
производительность, если позволяет форма
детали и ее жесткость. Из-за сложной формы
деталей стадия промежуточной обработки
может включать глубокую прорезку канавок
и обработку профиля, для чего необходимо
большое количество специальных державок.
припуск под
обработку
Окончательная обработка – глубина резания от 0.2 до 1 мм
На стадии окончательной обработки
снимается наименьшее количество
материала, но при этом предъявляются
самые высокие требования к качеству
поверхности. На этой решающей стадии
производства инструмент, траектория
инструмента и режимы резания иногда
утверждаются согласно требованиям
спецприемки. Как правило, детали
окончательно обрабатываться
твердосплавными острокромочными
пластинами, чтобы гарантировать
минимальную зону наклепа и ограничения
зоны остаточных напряжений у
обработанной детали.
припуск под
обработку
Факторы, в наибольшей степени влияющие
на уровень остаточных напряжений,
включают:
Скорость
– не выше 60 м/мин для
ответственных деталей.
Износ инструмента
– максимум 0.2 мм
– используйте сплав S05F.
Толщина стружки
Толщина стружки (в
зависимости от комбинации подачи и
радиуса при вершине) – если обработка
производится пластинами с большим
радиусом, то следует увеличить подачу,
чтобы избежать излишнего упрочнения
поверхности (толщина стружки менее 0.1 мм
опасна) (см. стр. 18).