Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 74
Циклы обработки: сверление
3.2
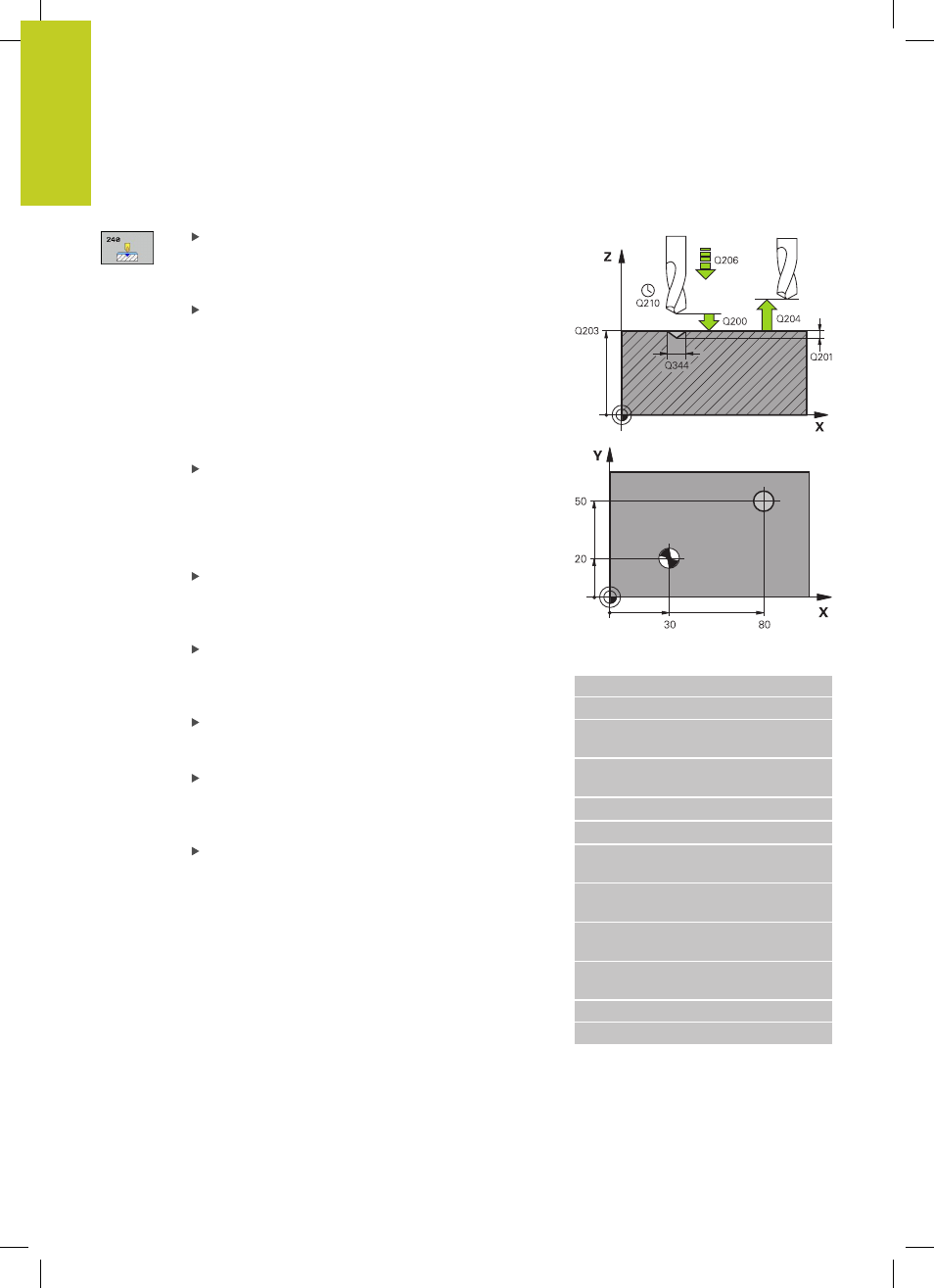
ЦЕНТРОВАНИЕ(Цикл 240, DIN/ISO: G240)
3
74
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
Параметры цикла
Безопасное расстояние
Q200 (в приращениях):
расстояние от вершины инструмента до
поверхности заготовки; введите положительное
значение. Диапазон ввода от 0 до 99999,9999
Выбор глубина/диаметр (0/1)
Q343:
центрировать на введенном диаметре или
на введенной глубине? Если системе ЧПУ
нужно провести центровку на заданном
диаметре, следует определить угол при вершине
инструмента в столбце T-ANGLE таблицы
инструментов TOOL.T.
0
: Центрование на заданную глубину
1
: Центрование на заданный диаметр
Глубина
Q201 (в приращениях): расстояние
от поверхности заготовки до дна центрования
(вершина конуса центрования). Активно только
в том случае, когда параметр определен как
Q343=0 Диапазон ввода от -99999.9999 до
99999.9999
Диаметр (знак перед значением)
Q344:
диаметр центровки. Активен только в том случае,
если параметр определен как Q343=1. Диапазон
ввода от -99999.9999 до 99999.9999
Подача врезания на глубину
Q206: Скорость
перемещения инструмента при центровании, мм/
мин. Диапазон ввода от 0 до 99999,999 или через
FAUTO
, FU
Время выдержки внизу
Q211: время в секундах,
в течение которого инструмент остается на дне
отверстия. Диапазон ввода от 0 до 3600,0000
Коорд. поверхности заготовки
Q203
(абсолютная): координата поверхности
заготовки. Диапазон ввода от -99999.9999 до
99999.9999
2-ое безопасное расстояние
Q204 (в
приращениях): координата по оси шпинделя, при
которой невозможно столкновение инструмента
и заготовки (зажимного приспособления).
Диапазон ввода от 0 до 99999.9999
NC-кадры
10 L Z+100 R0 FMAX
11 CYCL DEF 240 ЦЕНТРОВАНИЕ
Q200=2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q343=1
;ВЫБОР ГЛУБИНЫ/
ДИАМЕТРА
Q201=+0
;ГЛУБИНА
Q344=-9
;ДИАМЕТР
Q206=250
;ПОДАЧА ВРЕЗАНИЯ
НА ГЛУБИНУ
Q211=0.1
;ВРЕМЯ ПРЕБЫВАНИЯ
ВНИЗУ
Q203=+20
;КООРДИНАТНАЯ
ПЛОСКОСТЬ
Q204=100
;2-ОЕ БЕЗОПАСНОЕ
РАССТ.
12 L X+30 Y+20 R0 FMAX M3 M99
13 L X+80 Y+50 R0 FMAX M99