Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 246
Циклы обработки: построчное фрезерование
10.3 ПЛОЩАДЬ РЕГУЛИРОВАНИЯ (Цикл 231, DIN/ISO: G231)
10
246
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
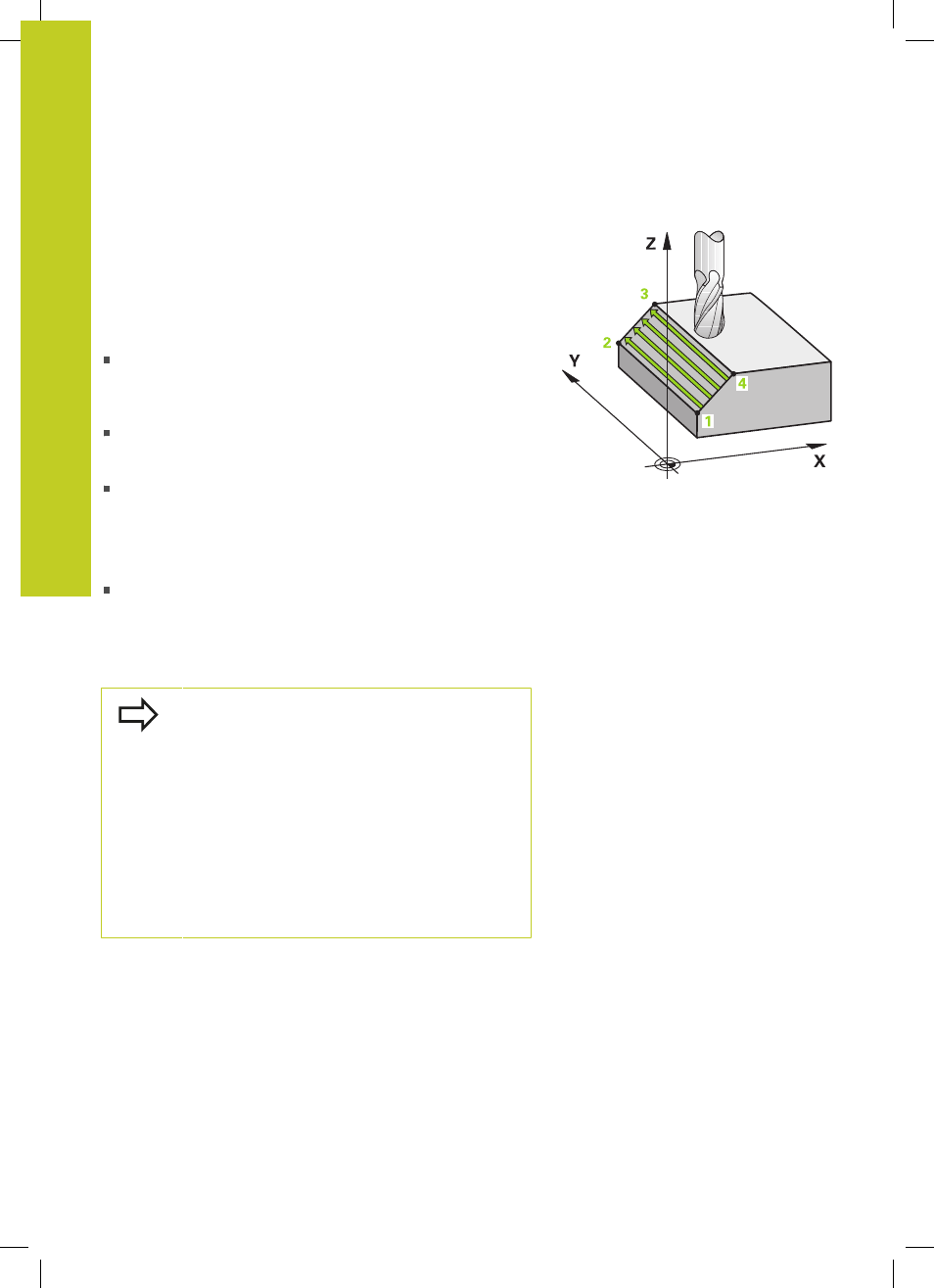
Направление резания
Начальную точку и направление фрезерования можно выбрать
произвольно, поскольку ЧПУ обычно выполняет отдельные
проходы от точки
1
до точки
2
, а общая траектория проходит
от точки
1
/
2
до точки
3
/
4
. Можно назначить точку
1
в каждом
углу обрабатываемой поверхности.
При использовании концевых фрез оптимизировать качество
поверхности можно следующим образом:
При проходе долбежным резцом (значение координаты
точки
1
по оси шпинделя больше значения координаты
точки
2
по оси шпинделя) на поверхностях с небольшим
наклоном.
При обработке протяжкой (значение координаты точки
1
по
оси шпинделя меньше значения координаты точки
2
по оси
шпинделя) на поверхностях с большим углом наклона
На искривленных поверхностях, направление главного
движения (от точки
1
к точке
2
) задается в сторону
наибольшего наклона.
При использовании радиусных фрез оптимизировать качество
поверхности можно следующим образом:
На искривленных поверхностях направление главного
движения (от точки
1
к точке
2
) задается перпендикулярно к
наибольшему наклону
Учитывайте при программировании!
ЧПУ позиционирует инструмент прямолинейным
3D-движением из текущего положения в точку
старта
1
. Следует выполнить предварительное
позиционирование инструмента таким образом,
чтобы возможность столкновения с заготовкой
или зажимным приспособлением была
исключена.
УЧПУ перемещает инструмент с коррекцией
радиуса R0 между введёнными положениями
При необходимости используйте фрезу, имеющую
по центру торцовый зуб (DIN 844) или проводите
предварительное сверление при помощи цикла
21.