Инструкция по эксплуатации Jet Tools JPSG-0618H
Страница 5
инструкция по эксплуатации станка JET модели JPSG-0618H
5
2.26
Не оставляйте работающий станок без
присмотра.
2.27
Не позволяйте проводить монтаж и балан-
сировку шлифовального круга неподготовленно-
му персоналу.
2.28
Ни когда не отключайте подвод СОЖ до
полной остановки шпинделя станка.
2.29
Не обрабатывайте материал не предна-
значенным для этого шлифовальным кругом.
2.30
Своевременно выполняйте правку шлифо-
вального круга воизбежание его засаливания.
2.
ОПИСАНИЕ ШЛИФОВАЛЬНОГО СТАНКА
2.1
Введение к шлифовальному станку:
Ось Х станка (перемещение стола влево/вправо)
может осуществляться с помощью гидроцилинд-
ра или вручную. Ось Y станка (перемещение
шпинделя вверх/вниз) может осуществляться с
помощью электродвигателя подъема/опускания
автоматически или вручную. Перемещение сто-
ла вперед/назад (ось Z) может выполняться ав-
томатически электродвигателем постоянного
тока.
1.
СТОЙКА:
Увеличенная по высоте стойка, выполненная с
ребрами жесткости в виде сот, идеально подхо-
дит для тяжелых и нагруженных работ.
2.
КОНСТРУКЦИЯ:
Конструкция стола, каретки и основания выпол-
нена из высококачественного чугунного литья и
снабжена ребрами жесткости.
3. ШПИНДЕЛЬ:
Увеличенный шпиндельный узел установлен на
4х предварительно нагруженных высокоточных
угловых шариковых подшипниках.
4.
НАПРАВЛЯЮЩИЕ
Вертикальные, двойные поперечные и одиноч-
ные продольные плоские направляющие осна-
щены покрытием Турсит-Би (Turcite-B), обеспе-
чивают стабильность перемещения и длитель-
ный срок службы.
5. АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ:
Все направляющие, ходовые винты оснащены
системой автоматической смазки для избежания
их износа.
6.
ПОПЕРЕЧНАЯ ПОДАЧА:
Шарико-винтовая пара поперечного перемеще-
ния стола приводится в действие электродвига-
телем переменного тока.
7. ГИДРАВЛИЧЕСКИЙ СТОЛ:
Продольное перемещение стола может плавно
регулироваться в диапазоне 5-28 м/мин. Пере-
мещение стола вручную осуществляется с по-
мощью реечной передачи.
8.
КОНЦЕВЫЕ ВЫКЛЮЧАТЕЛИ:
Установите в необходимое положение регули-
руемые (скрытые) концевые выключатели (огра-
ничители) продольного перемещения стола для
облегчения работы на станке.
9. РЕГУЛИРОВКА СКОРОСТИ СТОЛА:
Имеющаяся гидравлическая регулировка скоро-
сти стола позволяет оператору предварительно
задавать необходимую скорость перещения сто-
ла, что позволяет, эффективно использовать
рабочее движение стола все время.
10.
МАХОВИКИ:
Маховики вертикального и поперечного переме-
щения снабжены скользящими нониусами, по-
зволяющими установить их в нулевое положение
при любых положениях шпинделя и стола.
11.
На данном станке могут быть обработаны
заготовки из перечисленных ниже материалов:
СТАЛИ (углеродистые и легированные), НЕ-
РЖАВЕЮЩИЕ СТАЛИ, ЛИТЕЙНЫЕ ЧУГУНЫ
МЕДЬ, АЛЮМИНИЙ – немагнитные материалы.
Запрещается шлифование без применения СОЖ
и шлифование немагнитных материалов на маг-
нитном столе.
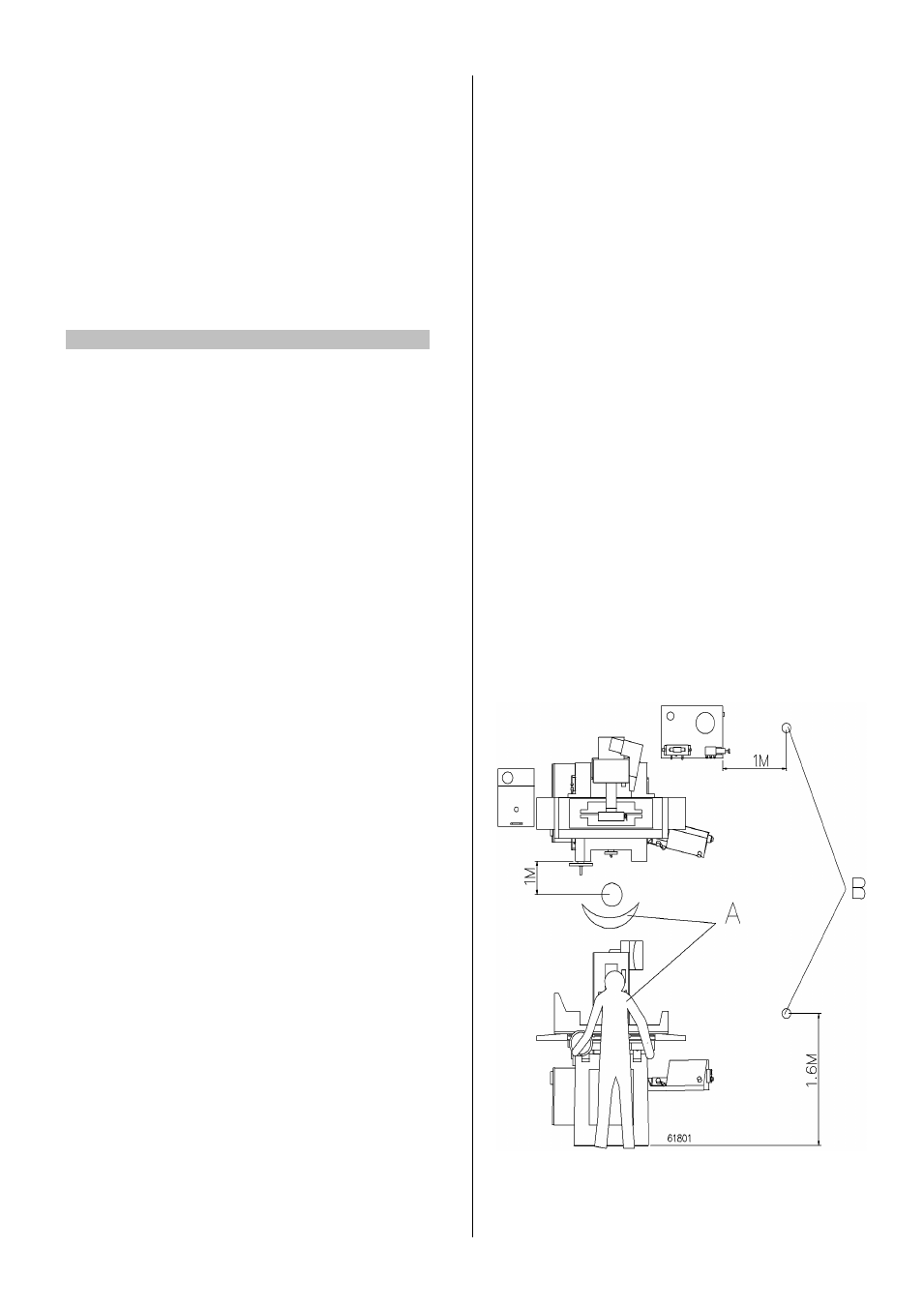
2.2 Уровень шума и положение оператора
Уровень шума этого станка должен быть не бо-
лее 75 дБ. Проверка уровня шума:
(1) Фоновый шум: не более 60 дБ.
(2)
Проверка уровня шума станка: На расстоя-
нии 1 метра от рабочего стола и на высоте 1,6
метра от пола.
(3)
Контрольный прибор: Соответствующий тре-
бованиям IEC 651, шумометр для ТИПА 1.
Рис.2.3: Вид станка и положение оператора