Ход цикла, Учитывайте при программировании, Ход цикла учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-02) Cycle programming
Страница 303
HEIDENHAIN TNC 620
303
14.5
БА
З
О
В
Ы
Й
РА
З
В
О
Р
О
Т
ком
п
ен
с
а
ц
и
я
по
ос
и
вращения
(
цик
л
403,
DIN/ISO: G403)
14.5 БАЗОВЫЙ РАЗВОРОТ
компенсация по оси вращения
(цикл 403, DIN/ISO: G403)
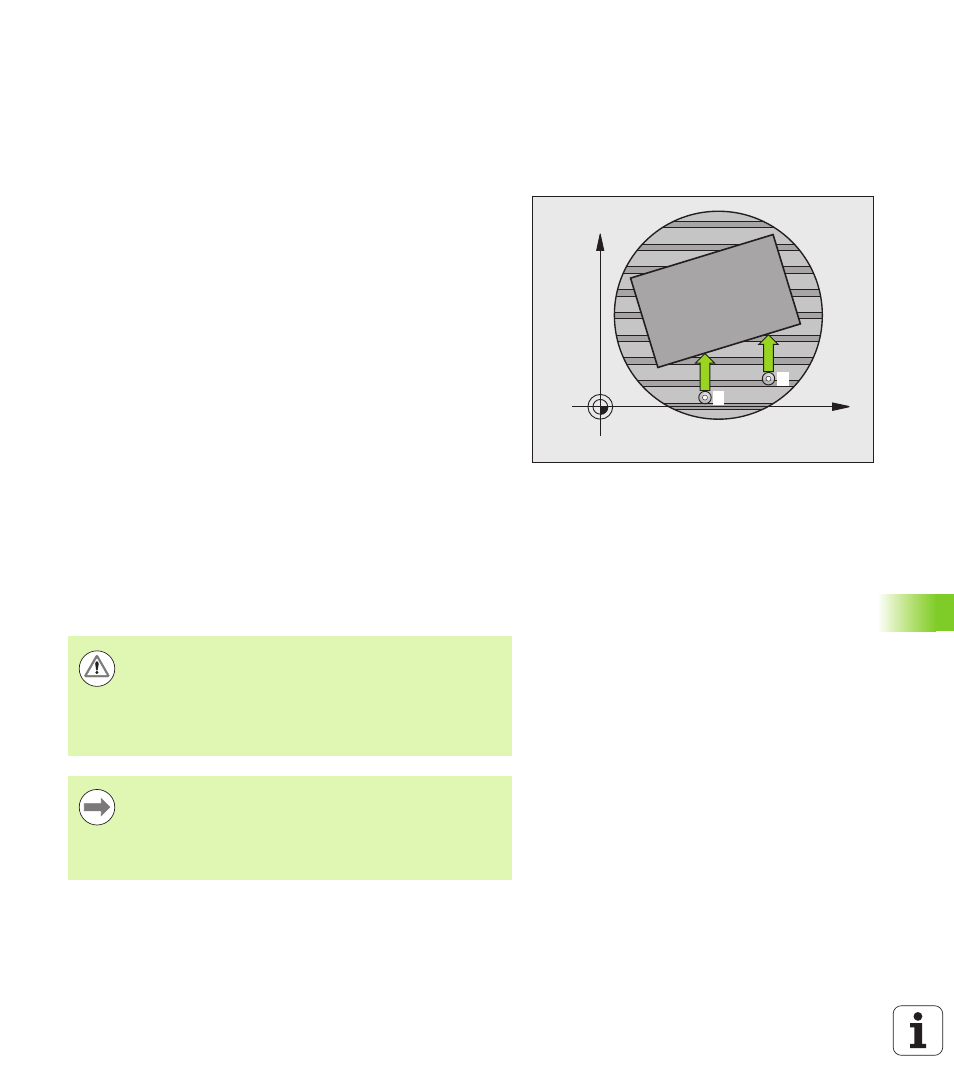
Ход цикла
Цикл измерительной системы 403 путем измерения двух точек,
которые должны лежать на одной прямой, определяет неровное
положение детали. Определенный разворот система ЧПУ
компенсирует вращением оси A, B или C. При этом зажим детали
на круглом столе может быть любым.
1 Система ЧПУ позиционирует измерительный щуп на
ускоренном ходу (значение из колонки FMAX) с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительного щупа” на странице 287) в
запрограммированную точку измерения
1
. При этом ЧПУ
отводит измерительный щуп на безопасное расстояние в
направлении, противоположном заданному направлению
перемещения
2 Затем измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход с подачей для измерения (колонка F)
3 После чего щуп перемещается в следующую точку измерения
2
и выполняет второй замер
4 Система ЧПУ позиционирует щуп обратно на безопасную
высоту и осуществляет базовый разворот на измеренную
величину. При желании после выравнивания можно
установить индикацию в 0
Учитывайте при программировании!
X
Y
1
2
Осторожно, опасность столкновения!
ЧПУ больше не проводит проверку допустимости в
отношении положений измерения и компенсирующей
оси. Поэтому, при определенных условиях, может
произойти компенсирующее перемещение со
смещением на 180°.
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.
ЧПУ сохраняет измеренное значение угла также в
параметре Q150.