Инструкция по эксплуатации HEIDENHAIN iTNC 530 (606 42x-02) ISO programming
Страница 446
446
Программирование: многоосевая обработка
12.4
Д
о
по
лнительные
ф
у
нкции
для
ос
е
й
враще
н
ия
Действие
M114 становится действительной в начале кадра, M115 в конце
кадра. M114 недействительна, если поправка на радиус
инструмента активна.
Сброс M114 осуществляется с помощью M115. В конце
программы M114 также становится недействительной.
Сохранение положения вершины
инструмента при позиционировании осей
наклона (TCPM): M128 (ПО-опция 2)
Стандартная процедура
ЧПУ перемещает инструмент в позицию, установленную в
программе обработки. Если в программе изменяется позиция
одной из осей наклона, следует рассчитать возникшее в связи с
этим смещение по линейным осям и произвести перемещение в
кадре позиционирования.
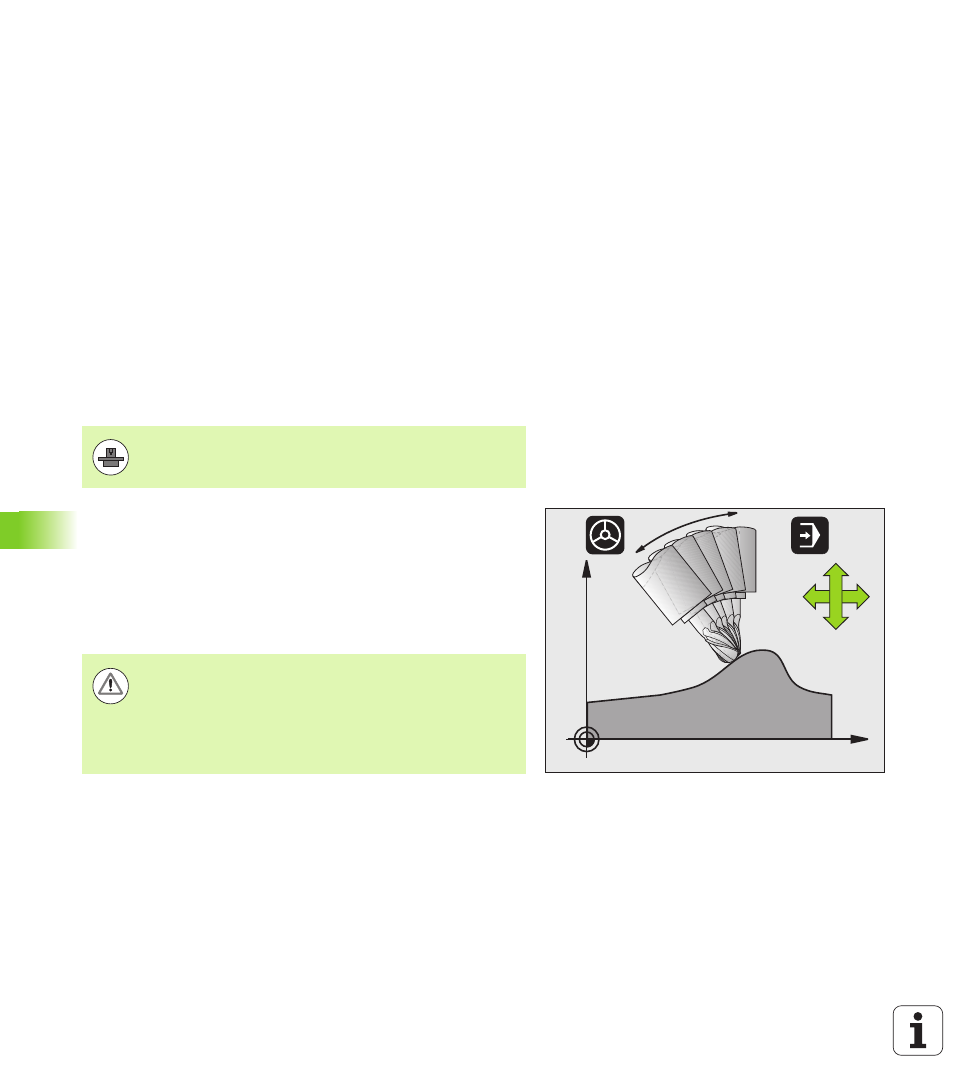
Процедура работы с М128 (TCPM: Tool Center Point
Management)
Если в программе изменяется положение управляемой оси
наклона, в процессе наклона положение вершины инструмента по
отношению к заготовке не изменяется.
Используйте M128 в сочетании с M118, если во время выполнения
программы нужно будет изменить положение осей наклона с
помощью маховичка. Совмещение позиционирования
маховичком осуществляется при активной M128 в фиксированной
системе координат станка.
Геометрия станка должна быть определена
производителем станка в описании кинематики.
X
Z
B
Z
X
Осторожно, опасность для заготовки!
В случае наклонных осей с торцовыми зубьями:
измените положение оси только после отвода
инструмента от материала. В противном случае при
выходе из зубчатого зацепления контур может быть
поврежден.