3 контроль зажимных приспособлений (по-опция dcm), Основы, Смотри – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (606 42x-02) ISO programming
Страница 368: Странице 368)
368
Программирование: специальные функции
11
.3
Контро
ль
за
ж
и
м
н
ы
х
приспо
соб
л
ений
(
ПО
-опция
DCM)
11.3 Контроль зажимных
приспособлений (ПО-опция
DCM)
Основы
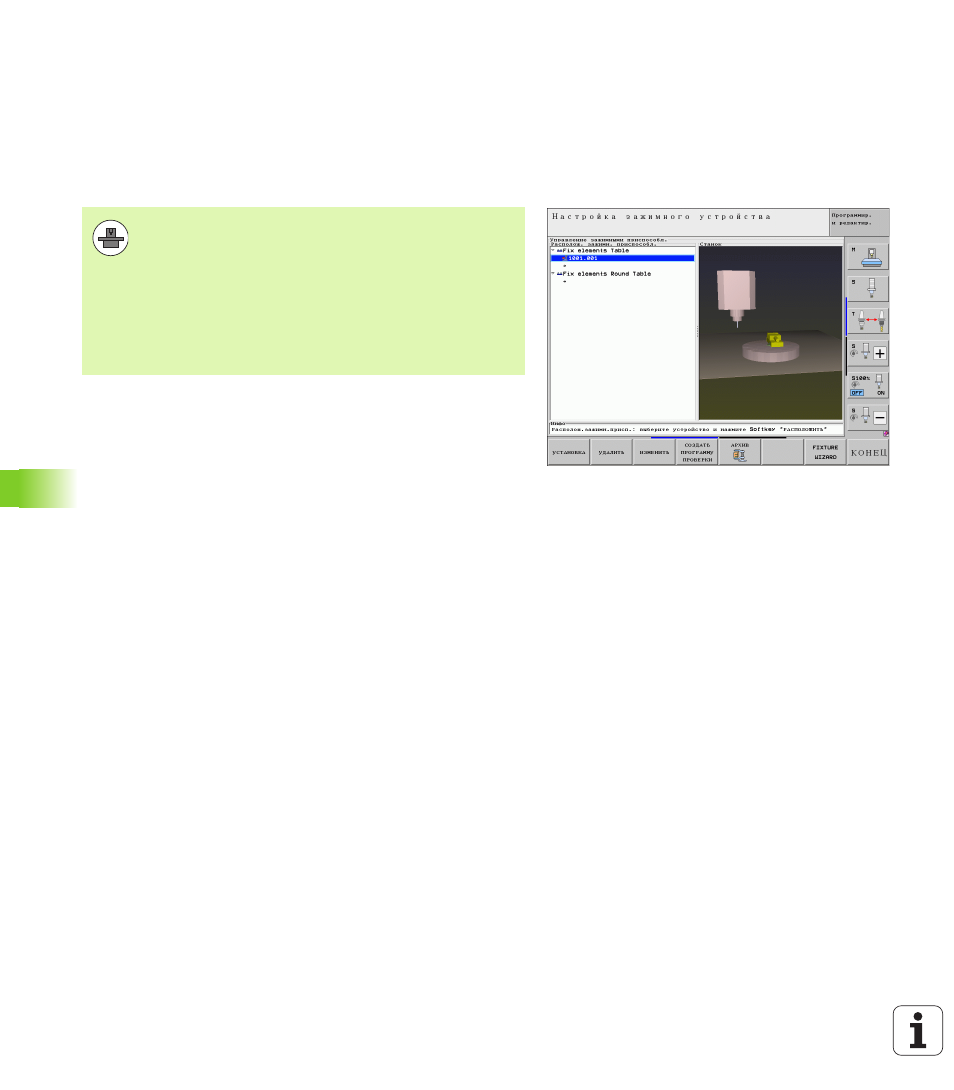
Пользуясь функцией управления зажимными приспособлениями,
можно в режиме ручного управления размещать простые
зажимные приспособления в рабочем пространстве станка для
того, чтобы осуществлять контроль столкновений инструмента и
зажимного приспособления.
Размещение зажимных приспособлений происходит в несколько
этапов:
Графическое моделирование зажимных приспособлений
На веб-сайте компании HEIDENHAIN можно найти графическое
представление таких зажимных приспособлений, как тиски или
кулачковый патрон в библиотеке зажимных приспособлений
(смотри „Модели зажимных приспособлений” на странице 370);
графические представления были созданы с помощью ПО для
PC (KinematicsDesign). Производитель станка может
моделировать дополнительные зажимные приспособления и
предлагать их оператору для использования. Файлы с
графическим представлением зажимных приспособлений
имеют расширение cft
Параметризация зажимных приспособлений: FixtureWizard
С помощью FixtureWizard (fixture = англ.: зажимное
приспособление) оператор определяет точные размеры
зажимного приспособления, проводя параметризацию модели
зажимного приспособления. FixtureWizard доступно в
управлении зажимными приспособлениями, оно формирует
размещаемое зажимное приспособление с конкретными,
определенными оператором размерами (смотри
„Параметризация зажимных приспособлений: FixtureWizard” на
странице 370). Файлы моделей размещаемых зажимных
приспособлений имеют расширение cft
Чтобы обеспечить возможность использования
контроля зажимных приспособлений, производитель
станка должен определить в описании кинематики
допустимые точки размещения. Соблюдайте указания
инструкции по обслуживанию станка!
Станок должен быть оснащен трехмерным
измерительным щупом для измерения заготовки, в
противном случае оператор не сможет разместить на
станке зажимные приспособления.