Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 620 (81760x-01) Cycle programming
Страница 139
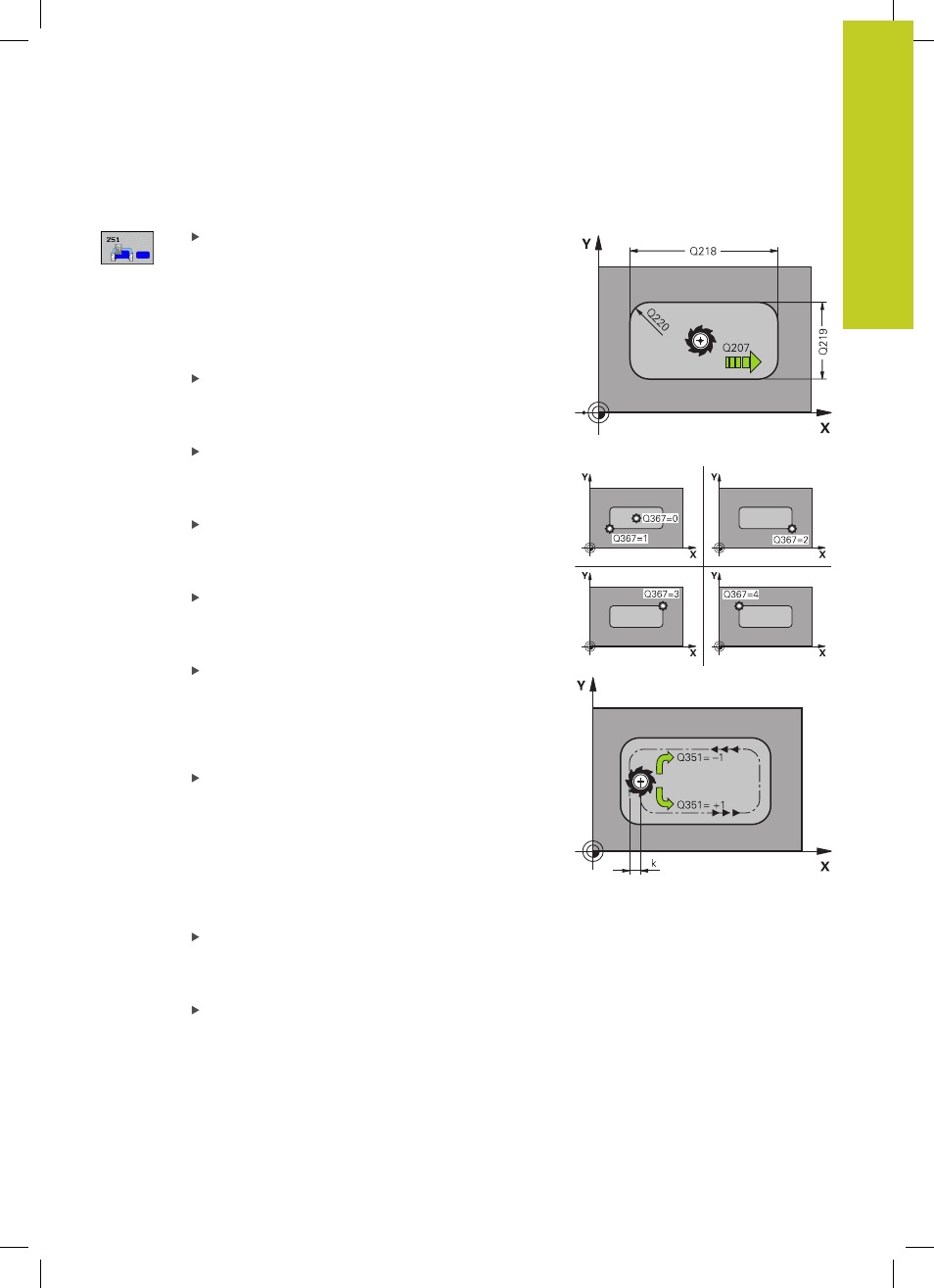
ПРЯМОУГОЛЬНЫЙ КАРМАН (Zyklus 251, DIN/ISO: G251, опция
программы 19)
5.2
5
TNC 620 | Рук/оводствопользователя Программированиециклов | 8/2014
139
Параметры цикла
Объем обработки (0/1/2)
Q215: Установить
объем обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка
параметры сторона и глубина чистовой
обработки применяются только, если определен
припуск под чистовую обработку (Q368, Q369)
Длина 1-й стороны
Q218 (в приращениях):
длина кармана параллельно главной оси
плоскости обработки. Диапазон ввода от 0 до
99999,9999
Длина 2-й стороны
Q219 (в приращениях):
длина кармана параллельно вспомогательной
оси плоскости обработки. Диапазон ввода: от 0
до 99999,9999
Радиус угла
Q220: радиус угла кармана. Если
значение не задано, ЧПУ присваивает радиусу
углов значение, равное радиусу инструмента.
Диапазон ввода от 0 до 99999,9999
Припуск на чистовую обработку боковой
поверхности
Q368 (в инкрементах): припуск
на чистовую обработку в плоскости обработки.
Диапазон ввода: от 0 до 99999,9999
Положение при повороте
Q224 (абсолютно):
угол, на который поворачивается деталь в
процессе всей обработки Центр вращения лежит
в точке, в которой находится инструмент при
вызове цикла. Диапазон ввода от -360,0000 до
360,0000
Положение кармана
Q367: Положение кармана
по отношению к положению инструмента при
вызове цикла:
0
: Положение инструмента = середина кармана
1
: Положение инструмента = левый нижний угол
2
: Положение инструмента = правый нижний угол
3
: Положение инструмента = правый верхний
угол
4
: Положение инструмента = левый верхний угол
Перемещение при фрезеровании
Q207:
Скорость перемещения инструмента при
фрезеровании, мм/мин. Диапазон ввода от 0 до
99999,999 или через FAUTO, FU, FZ
Вид фрезерования
Q351: Вид фрезерования при
M3
+1
= фрезерование при подаче
–1
= фрезерование против подачи
PREDEF
: ЧПУ использует значение из GLOBAL
DEF