Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04) Cycle programming
Страница 336
Циклы: Вращение
13.9 ПОВОРОТ ВДОЛЬ КОНТУРА
(Цикл 810, DIN/ISO: G810)
13
336
TNC 640 | Рук/оводствопользователя Программированиециклов | 7/2014
Параметры цикла
Объем обработки
Q215: Установить объем
обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка на чистовой
размер
3
: только чистовая обработка на припуск
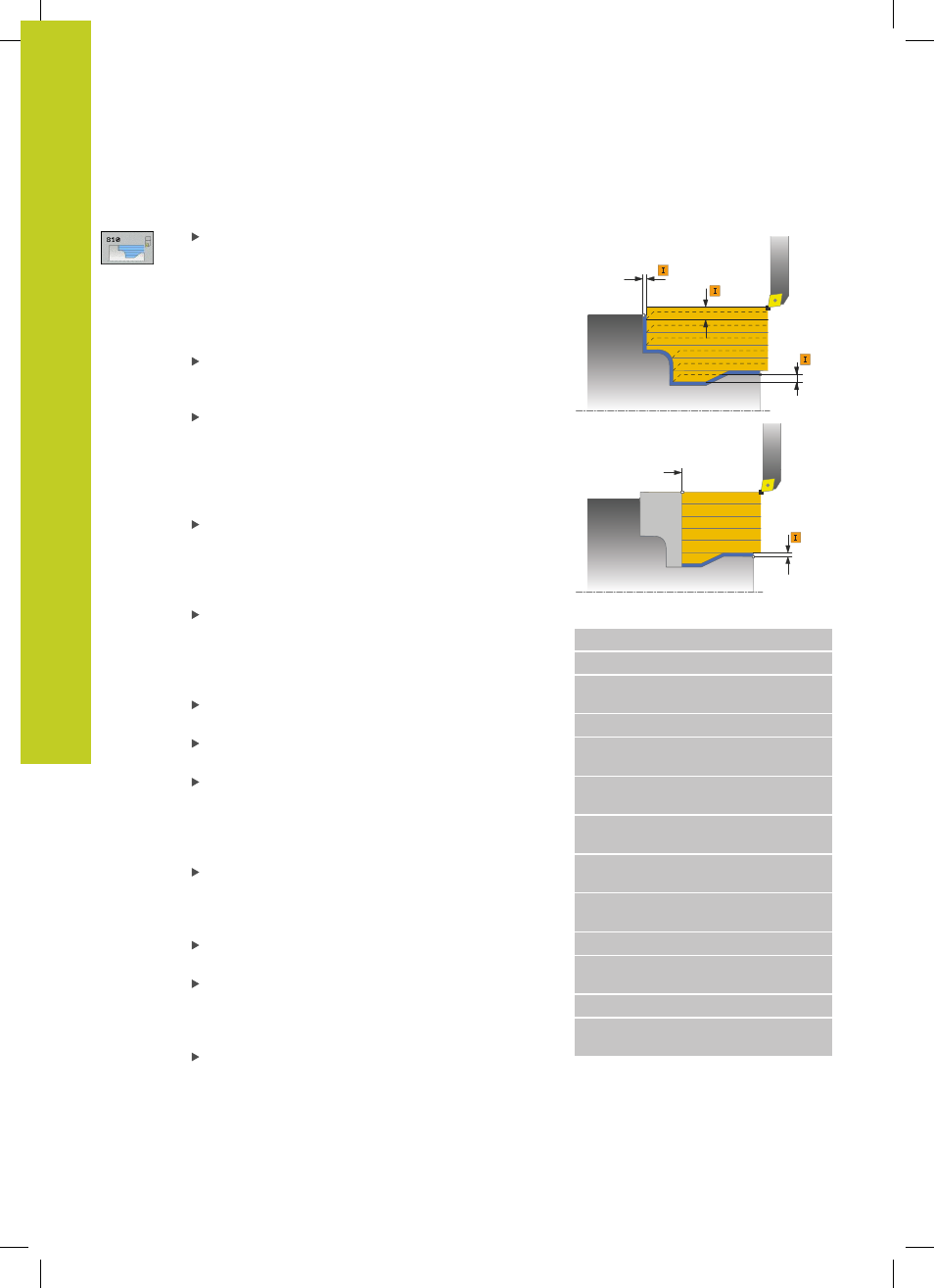
Безопасное расстояние
Q460 (в инкрементах):
расстояние для движения отвода и
предварительного позиционирования
Возврат контура
Q499: Установить направление
обработки контура:
0
: Контур будет обрабатываться в
запрограммированном направлении
1
: Контур будет обрабатываться в направлении,
обратном запрограммированному
Максимальная глубина резания
Q463:
максимальная подача на врезание (данные
радиуса) в радиальном направлении. Подача
распределяется равномерно, чтобы не
оставалось следов от шлифования.
Подача черновой обработки
Q478: Скорость
подачи при черновой обработке. Если вы
запрограммировали M136, то система ЧПУ
интерпретирует подачу в миллиметрах на
оборот, без M136 в миллиметрах в минуту.
Припуск на диаметр
Q483 (в приращениях):
Припуск на диаметр на определенном контуре
Припуск по Z
Q484 (в приращениях): Припуск на
заданный контур в аксиальном направлении
Подача чистовой обработки
Q505: скорость
подачи при чистовой обработке. Если вы
запрограммировали M136, то система ЧПУ
интерпретирует подачу в миллиметрах на
оборот, без M136 в миллиметрах в минуту.
Врезание
Q487: Разрешить обработку элементов
врезания:
0
:не обрабатывать элементы врезания
1
: обрабатывать элементы врезания
Подача при врезании
Q488: скорость подачи при
обработке элементов врезания
Ограничение разреза
Q479: Активировать
ограничение разреза:
0
: нет активного ограничения разреза
1
: Ограничение разреза (Q480/Q482)
Предельное значение диаметра
Q480: значение
по X для ограничения контура (данные диаметра)
Q460
Q463
Q484
Ø Q483
Q482
Кадры УП
9 CYCL DEF 14.0 ДАННЫЕ КОНТУРА
10 CYCL DEF 14.1 КОНТУРН.МЕТКА 2
11 CYCL DEF 810 ПРОДОЛЬНОЕ
ТОКАРНОЕ ВРЕЗАНИЕ
Q215=+0
;ОБЬЁМ ОБРАБОТКИ
Q460=+2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q499=+0
;ОБРАТНЫЙ ХОД ПО
КОНТУРУ
Q463=+3
;MAX. ГЛУБИНА
РЕЗАНИЯ
Q478=+0.3
;ПОДАЧА ЧЕРН.
ОБРАБОТКИ
Q483=+0.4
;ПРИПУСК НА
ДИАМЕТР
Q494=+0.2
;ПРИПУСК ПО Z
Q505=+0.2
;ПОДАЧИ ЧИСТ.
ОБРАБОТКИ
Q487=+1
;ВРЕЗАНИЕ
Q488=+0
;ПОДАЧА ПРИ
ВРЕЗАНИИ