Параметры цикла, Выход из материала при прерывании программы – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04) Cycle programming
Страница 112
Циклы обработки: нарезание резьбы / резьбофрезерование
4.3
НАРЕЗАНИЕ РЕЗЬБЫ без компенсатора GS (цикл 207, DIN/
ISO: G207)
4
112
TNC 640 | Рук/оводствопользователя Программированиециклов | 7/2014
Параметры цикла
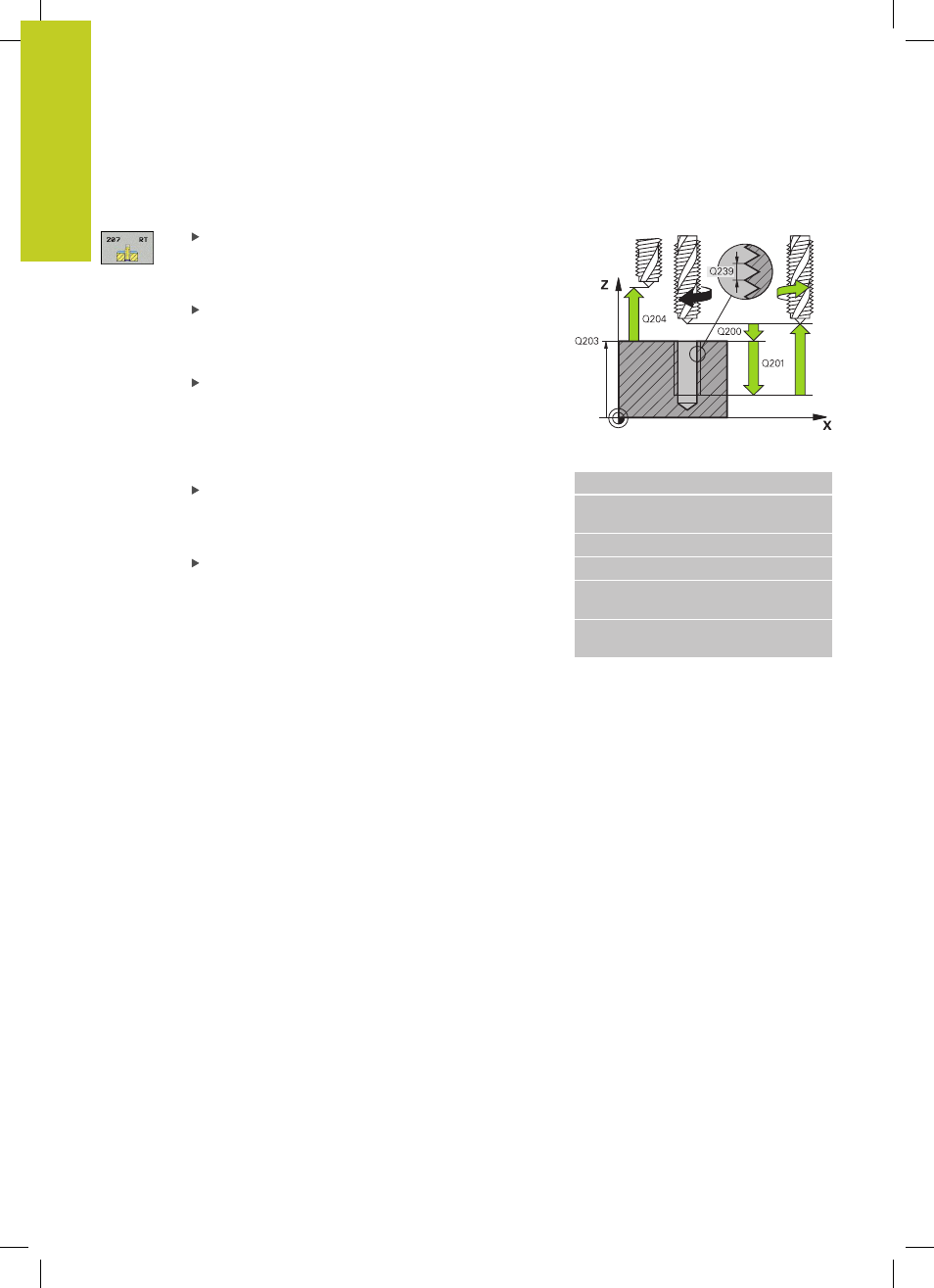
Безопасное расстояние
Q200 (в инкрементах):
расстояние от вершины инструмента до
поверхности заготовки. Диапазон ввода: от 0 до
99999,9999
Глубина резьбы
Q201 (в инкрементах):
расстояние между поверхностью заготовки и
дном резьбы. Диапазон ввода от -99999.9999 до
99999.9999
Шаг резьбы
Q239: шаг резьбы. Символ
определяет направление резьбы - вправо или
влево:
+
= правая резьба
–
= левая резьба Диапазон ввода от -99.9999 до
99.9999
Коорд. поверхности заготовки
Q203
(абсолютная): координата поверхности
заготовки. Диапазон ввода от -99999.9999 до
99999.9999
2-ое безопасное расстояние
Q204 (в
приращениях): координата по оси шпинделя, при
которой невозможно столкновение инструмента
и заготовки (зажимного приспособления).
Диапазон ввода: от 0 до 99999,9999
Кадры УП
26 CYCL DEF 207 NAREZANIE REZBI GS
Q200=2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q201=-20
;ГЛУБИНА
Q239=+1
;ШАГ РЕЗЬБЫ
Q203=+25
;КООРДИНАТНАЯ
ПЛОСКОСТЬ
Q204=50
;2-ОЕ БЕЗОПАСНОЕ
РАССТ.
Выход из материала при прерывании программы
Если в процессе нарезания резьбы нажать внешнюю клавишу
Stopp, система ЧПУ отобразит клавишу Softkey ВЫХОД ИЗ
МАТЕРИАЛА ВРУЧНУЮ
. Если нажать ВЫХОД ИЗ МАТЕРИАЛА
ВРУЧНУЮ
, можно вывести инструмент из материала, управляя
им. Для этого следует нажать клавишу положительного
направления активной оси шпинделя.