Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04) Cycle programming
Страница 261
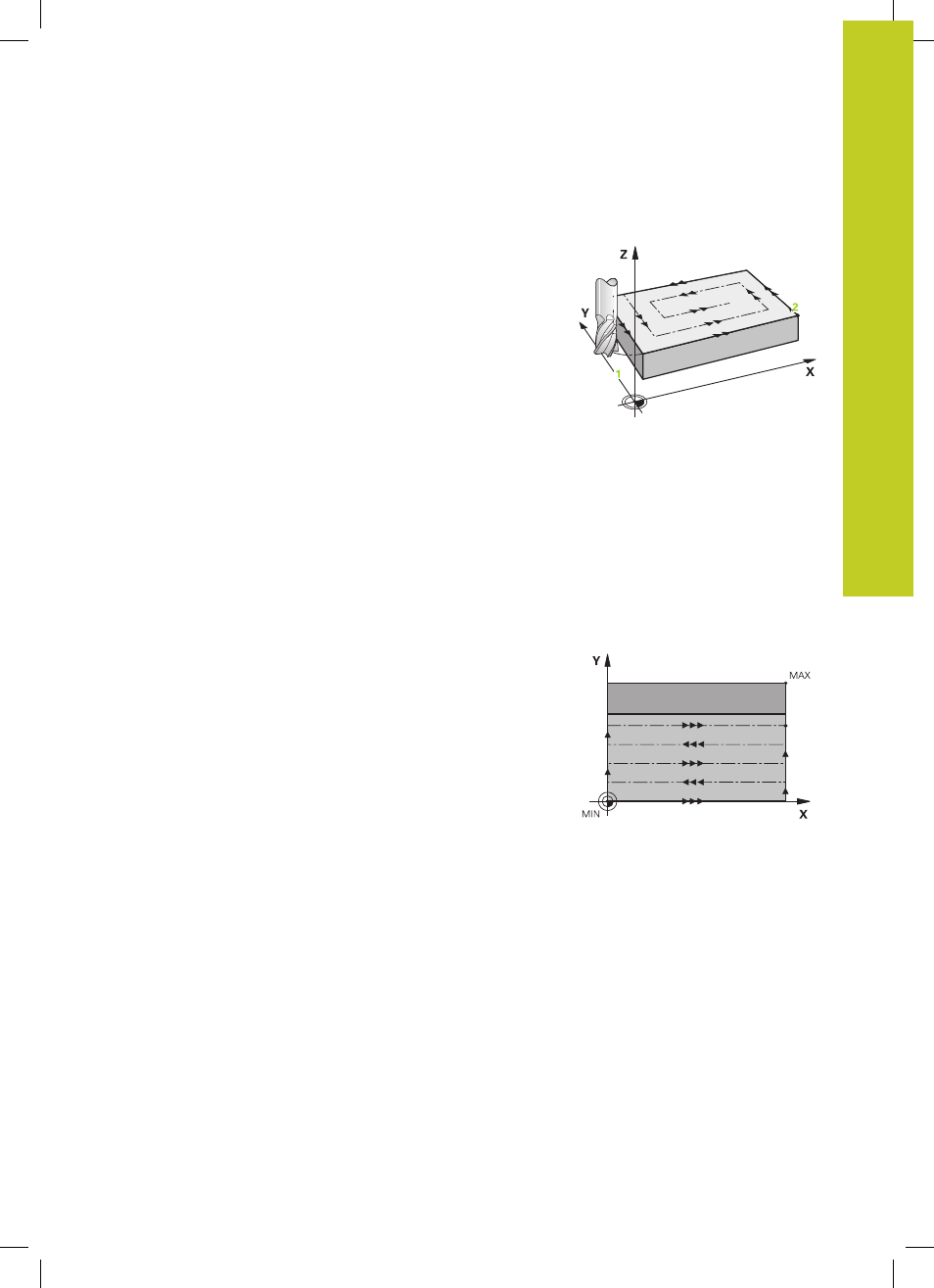
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ (Цикл 233, DIN/ISO: G233) 10.5
10
TNC 640 | Рук/оводствопользователя Программированиециклов | 7/2014
261
Стратегия Q389=4
4 Затем инструмент перемещается в начальную точку
траектории фрезерования с учетом запрограммированной
глубины фрезерования
посредство касательного
движения.
5 Система ЧПУ обрабатывает плоскость с подачей на
фрезерование снаружи вовнутрь по сокращающейся с
каждым разом траектории фрезерования. Постоянный
контакт инструмента достигается посредством постоянного
врезания со стороны.
6 Фрезерование таким способом повторяется, до полной
обработки заданной поверхности. В конце последнего
захода система ЧПУ позиционирует инструмент на
ускоренном ходу FMAX обратно в стартовую точку
1
7 Если установлены несколько подач, система ЧПУ
перемещает инструмент с подачей позиционирования на
оси шпинделя на следующую глубину врезания
8 Операция повторяется, пока все подводы будут выполнены.
При последнем врезании убирается заданный припуск на
чистовую обработку
9 В конце УЧПУ перемещает инструмент в положении FMAX
назад на безопасное расстояние 2
Ограничение
Обработку плоскости вы можете ограничить для учета
установленных в виде примера боковых стенок и выступов.
Указанная в ограничении боковая стенка обрабатывается
по размеру, который определяется по стартовой точке
или тж. по длинам сторон плоскости. Во время черновой
обработки система ЧПУ учитывает припуск на стороне
- во время чистовой обработки припуск служит для
предпозиционирования инструмента.