4 дополнительные функции траектории контура, Обработка небольших выступов контура: функция m97 – Инструкция по эксплуатации HEIDENHAIN TNC 620 (73498x-01) Cycle programming
Страница 296
296
Программирование: дополнительные функции
9.4
Д
о
по
л
н
ител
ьны
е
фу
н
кц
и
и
траект
о
рии
ко
н
тур
а
9.4 Дополнительные функции
траектории контура
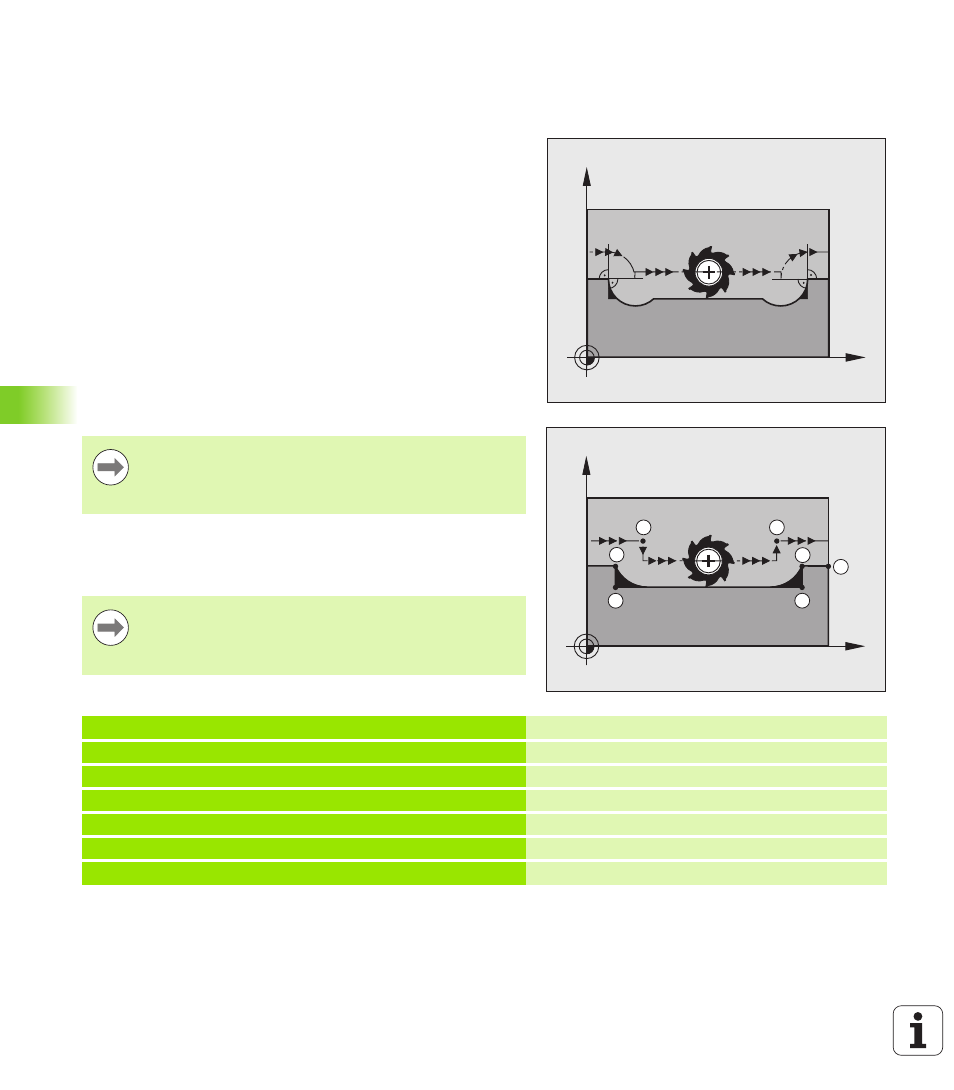
Обработка небольших выступов контура:
функция M97
Стандартная процедура
Система ЧПУ добавляет на участке внешнего угла контура
переходную дугу. Если выступы контура слишком малы,
инструмент при этом может повредить контур.
В таких местах ЧПУ прерывает отработку программы и выдает
сообщение об ошибке “Радиус инструмента слишком велик”.
Процедура работы с M97
ЧПУ определяет точку пересечения траекторий для элементов
контура – как для внутренних углов – и перемещает инструмент
над этой точкой.
Следует программировать M97 в том кадре, в котором заданы
координаты точки внешнего угла.
Действие
M97 действует только в том кадре программы, в котором была
запрограммирована M97.
Примеры NC-кадров
X
Y
X
Y
S
16
17
15
14
13
S
Вместо M97 следует использовать значительно более
эффективную функцию M120 LA (смотри
„Предварительная обработка кадров с коррекцией на
радиус (LOOK AHEAD): M120” на странице 300)!
Угол контура при использовании M97 не
обрабатывается полностью. Возможно, возникнет
необходимость дополнительно обработать угол
контура инструментом меньшего размера.
N50 G99 G01 ... R+20 *
Большой радиус инструмента
...
N130 X ... Y ... F ... M97 *
Подвод к точке контура 13
N140 G91 Y-0,5 ... F ... *
Обработка небольшого выступа контура 13 и 14
N150 X+100 ... *
Подвод к точке контура 15
N160 Y+0,5 ... F ... M97 *
Обработка небольшого выступа контура 15 и 16
N170 G90 X ... Y ... *
Подвод к точке контура 17