Абсолютные и инкрементальные координаты заготовки – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03) ISO programming
Страница 83
HEIDENHAIN TNC 620
83
3.1
Основные
по
л
о
ж
е
ния
Абсолютные и инкрементальные координаты
заготовки
Абсолютные координаты заготовки
Если координаты какой-либо позиции отсчитываются от нулевой
точки координат (начала отсчета), то они обозначаются как
абсолютные координаты. Каждая позиция на заготовке
однозначно определена ее абсолютными координатами.
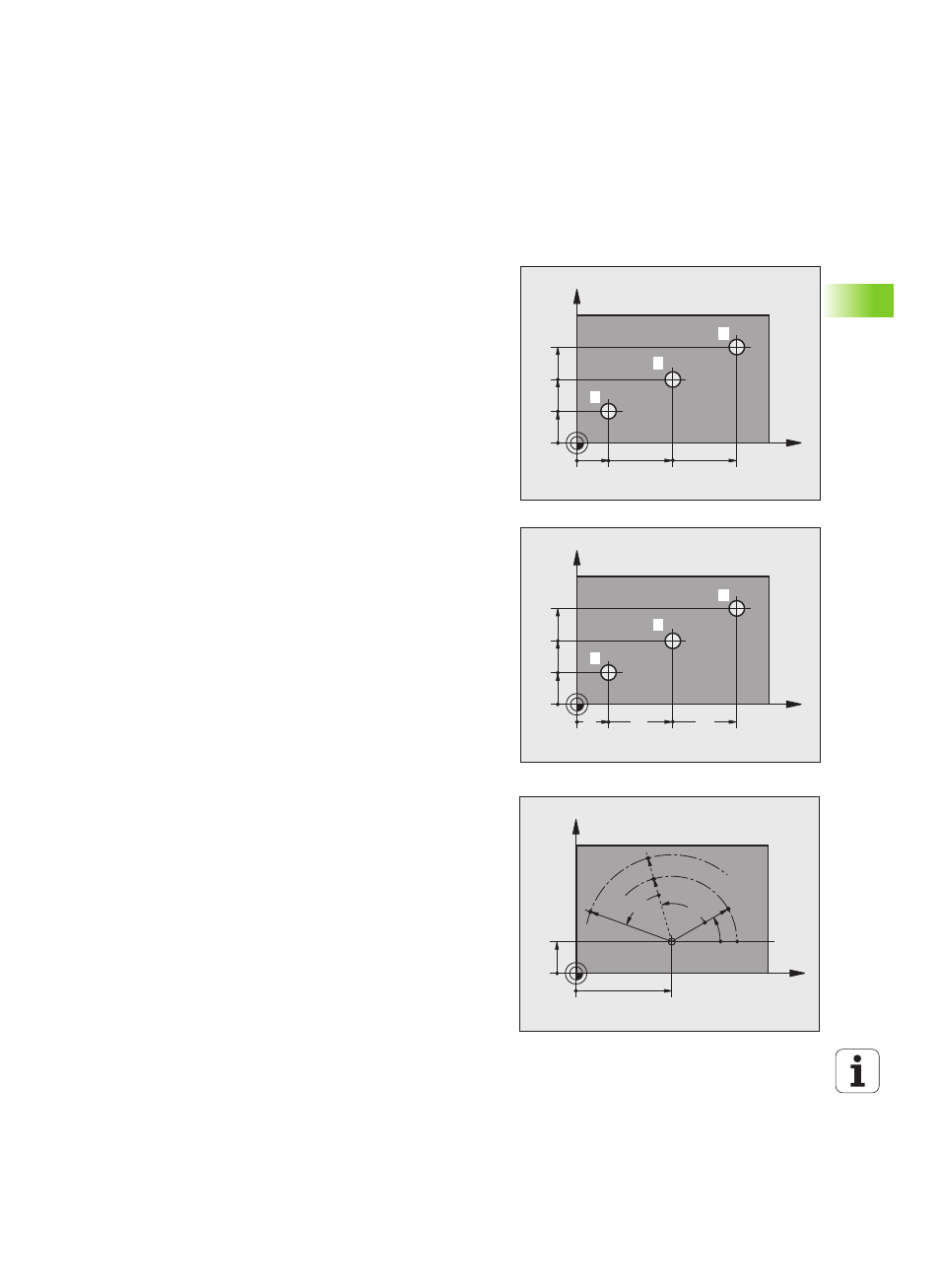
Пример 1: отверстия с абсолютными координатами:
Инкрементальные координаты заготовки
Инкрементальные координаты отсчитываются от последней
запрограммированной позиции инструмента, используемой в
качестве относительной (воображаемой) нулевой точки. Таким
образом, при создании программы инкрементальные координаты
задают размерные данные между последней и следующей за ней
заданной позицией, относительно которой должен перемещаться
инструмент. Поэтому их также называют составным размером.
Инкрементальный размер выделяется наличием функции G91
перед обозначением оси.
Пример 2: отверстия с инкрементальными координатами
Абсолютные координаты отверстия
4
X = 10 мм
Y = 10 мм
Абсолютные и инкрементальные полярные координаты
Абсолютные координаты всегда отсчитываются от полюса и
базовой оси угла.
Инкрементаьные координаты всегда относятся к
запрограммированной в последний раз позиции инструмента.
X
Y
2
1
3
10
30
50
10
20
30
Отверстие
1
Отверстие
2
Отверстие
3
X = 10 мм
X = 30 мм
X = 50 мм
Y = 10 мм
Y = 20 мм
Y = 30 мм
X
Y
20
10
10
20
10
10
5
4
6
Отверстие
5
, по отношению к
4
Отверстие
6
, по отношению к
5
G91 X = 20 мм
G91 X = 20 мм
G91 Y = 10 мм
G91 Y = 10 мм
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R