Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03) ISO programming
Страница 476
476
Вход в контур и выход из него по прямой или окружности
X
X
Ввод подачи:
F (мм/мин), ускоренных ход FMAX
X
X
FU (подача на поворот мм/об)
X
X
FZ (подача на зуб)
X
X
FT (время в секундах на путь)
–
X
FMAXT (при активном потенциометре ускоренного хода: время
в секундах на путь)
–
X
Программирование cвободного контура FK
Программирование деталей, заданных не по NC-стандарту
X
X
Конвертация FK-программы в диалог открытым текстом
–
X
Переходы в программе:
Максимальное количество номеров меток
65535
1000
Подпрограммы
X
X
Глубина вложенных подпрограмм
20
6
Повторы частей программ
X
X
Использование любой программы в качестве подпрограммы
X
X
Программирование Q-параметров:
Стандартные математические функции
X
X
Ввод формулы
X
X
Обработка строки
X
X
Локальные Q-параметры QL
X
X
Оставшиеся Q-параметры QR
X
X
Изменение параметров при прерывании программы
–
X
FN15: PRINT
–
X
FN25: PRESET
–
X
FN26: TABOPEN
–
X
FN27: TABWRITE
–
X
FN28: TABREAD
–
X
FN29: PLC LIST
X
–
FN31: RANGE SELECT
–
X
FN32: PLC PRESET
–
X
FN37: EXPORT
X
–
FN38: SEND
–
X
Сохранить файл удаленно с помощью FN16
–
X
FN16-форматирования: отсчитывать слева, отсчитывать
справа, длины строк
–
X
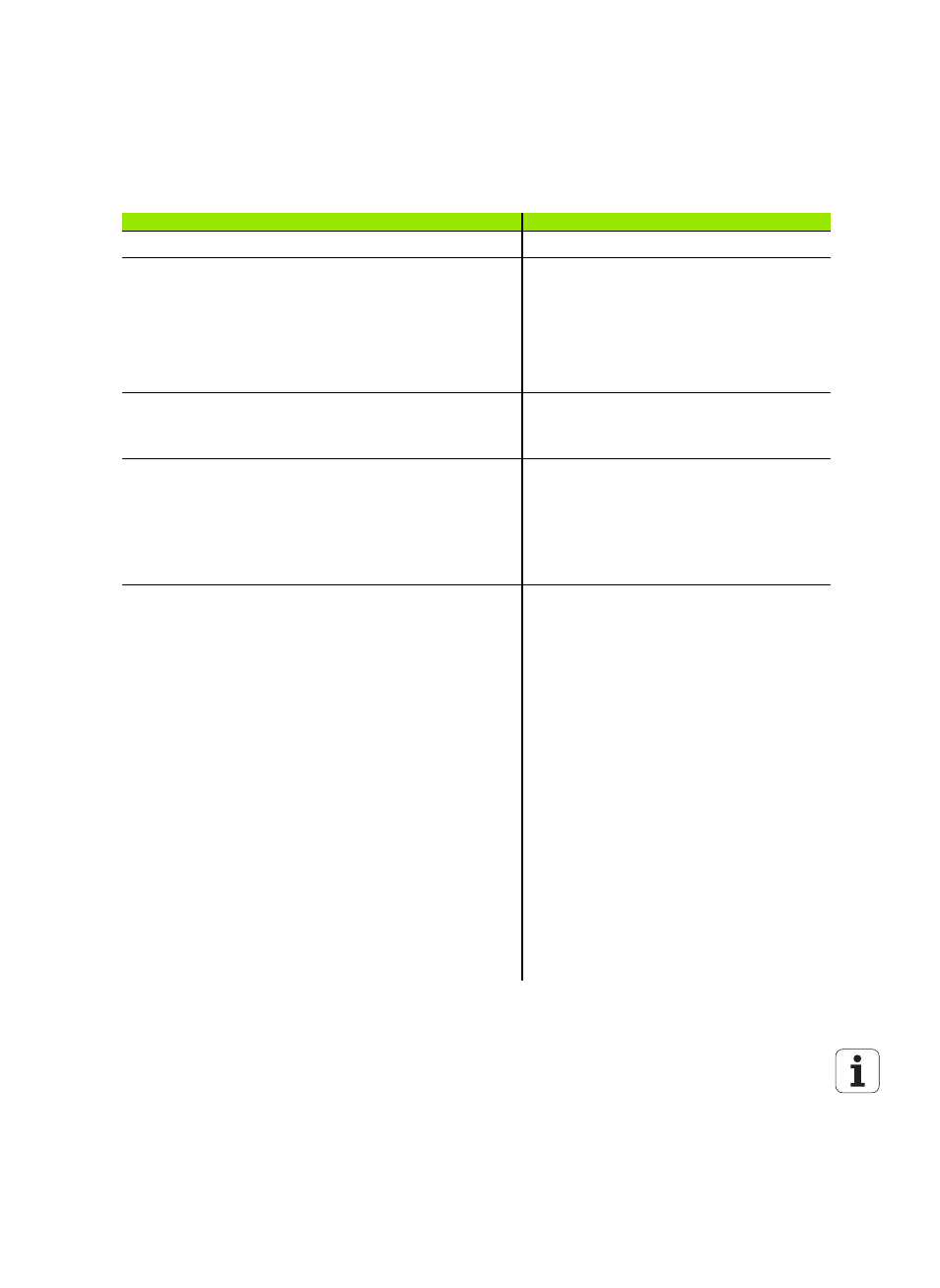
Функция
TNC 620
iTNC 530