3d-коррекция без tcpm, Торцевое фрезерование: 3d-коррекция с tcpm – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03)
Страница 395
HEIDENHAIN TNC 620
395
11
.6
Тр
ех
м
е
р
н
а
я
к
оррекция
инстр
умента
(
ПО
-опция
2)
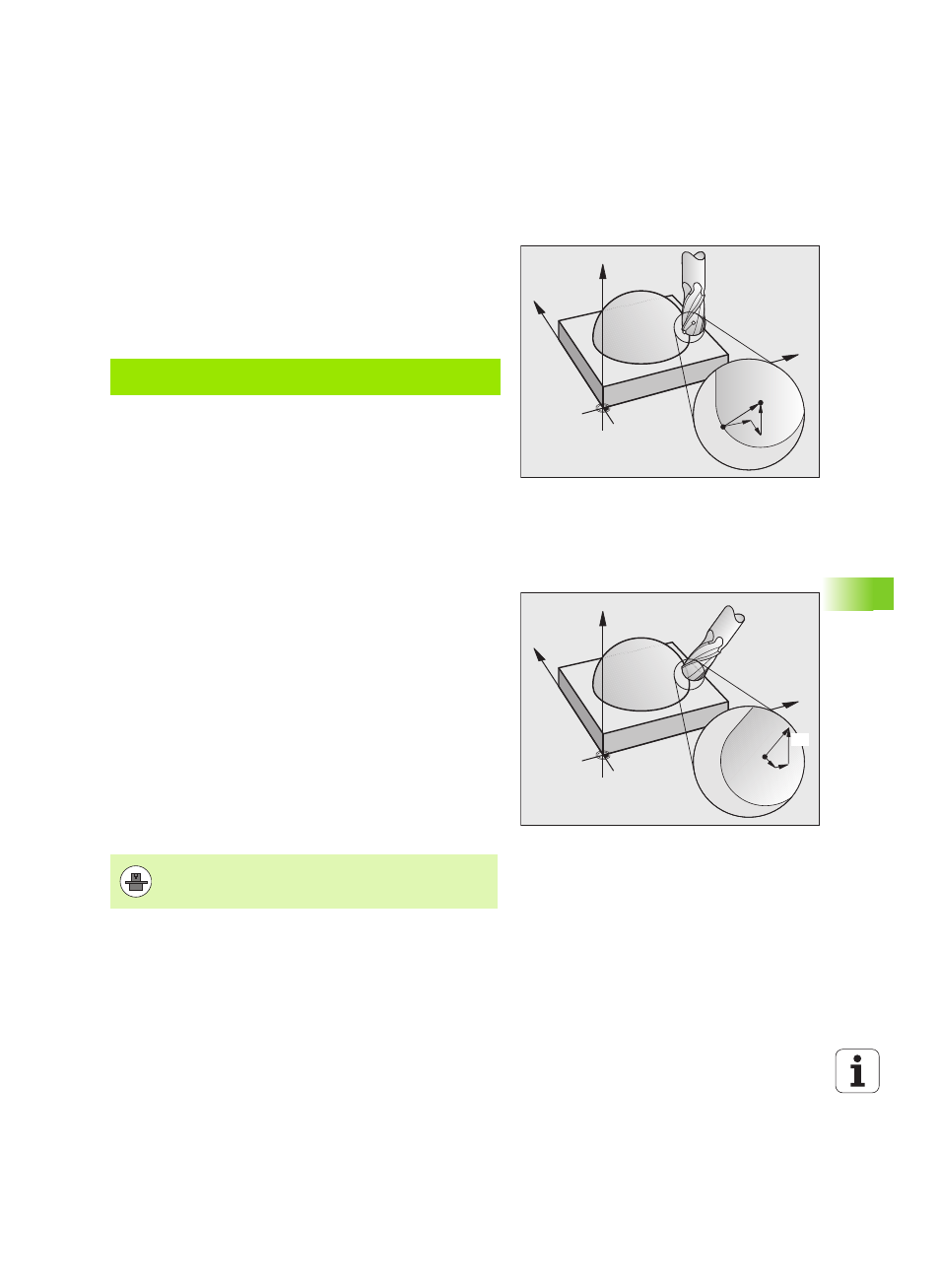
3D-коррекция без TCPM
При обработки по трем осям система ЧПУ выполняет 3D-
коррекцию, если NC-программа была выдана с нормалями к
поверхности. Коррекция на радиус RL/RR и TCPM (M128) должны
быть для этого деактивированы. ЧПУ смещает инструмент в
направлении нормали к поверхности на сумму дельта-значений
(таблица инструментов и TOOL CALL).
Пример: формат кадра с нормалями к поверхности
Торцевое фрезерование: 3D-коррекция с
TCPM
Торцевое фрезерование - это обработка торцевой поверхностью
инструмента. При пятиосевой обработке выполняется 3D-
коррекция, если NC-программа содержит нормали к поверхности
и TCPM (M128) активирована. Коррекция на радиус RL/RR
должна быть при этом деактивирована. ЧПУ смещает инструмент
в направлении нормали к поверхности на сумму дельта-значений
(таблица инструментов и TOOL CALL).
В случае активного TCPM (смотри „Сохранение положения
вершины инструмента при позиционировании осей наклона
(TCPM): M128 (ПО-опция 2)”, страница 383) система ЧПУ держит
инструмент перпендикулярно к контуру заготовки, если в LN-
кадре не задана ориентация инструмента.
Если в LN-кадре задана ориентация инструмента T и
одновременно является активной функция M128 (FUNCTION
TCPM), ЧПУ автоматически позиционирует оси вращения станка
таким образом, чтобы инструмент достиг предусмотренной
ориентации.
Z
Y
X
P
T
NZ
P
NX
NY
1 LN X+31.737 Y+21.954 Z+33.165
NX+0.2637581 NY+0.0078922 NZ-0.8764339 F1000 M3
LN:
Прямая с трехмерной коррекцией
X, Y, Z:
Откорректированные координаты конечной точки
прямой
NX, NY, NZ: Компоненты нормалей к поверхности
F:
Подача
M:
Дополнительная функция
Z
Y
X
TX
TY
TZ
ЧПУ может автоматически позиционировать оси
вращения не на всех станках. Следуйте указаниям
инструкции по обслуживанию станка.