Определение заготовки, Смотри, Определение заготовки” на странице 60) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-06) ISO programming
Страница 60: 3 программиров ание перв ой части
60
Первые шаги в работе с системой iTNC 530
1.3
Программиров
ание
перв
ой
части
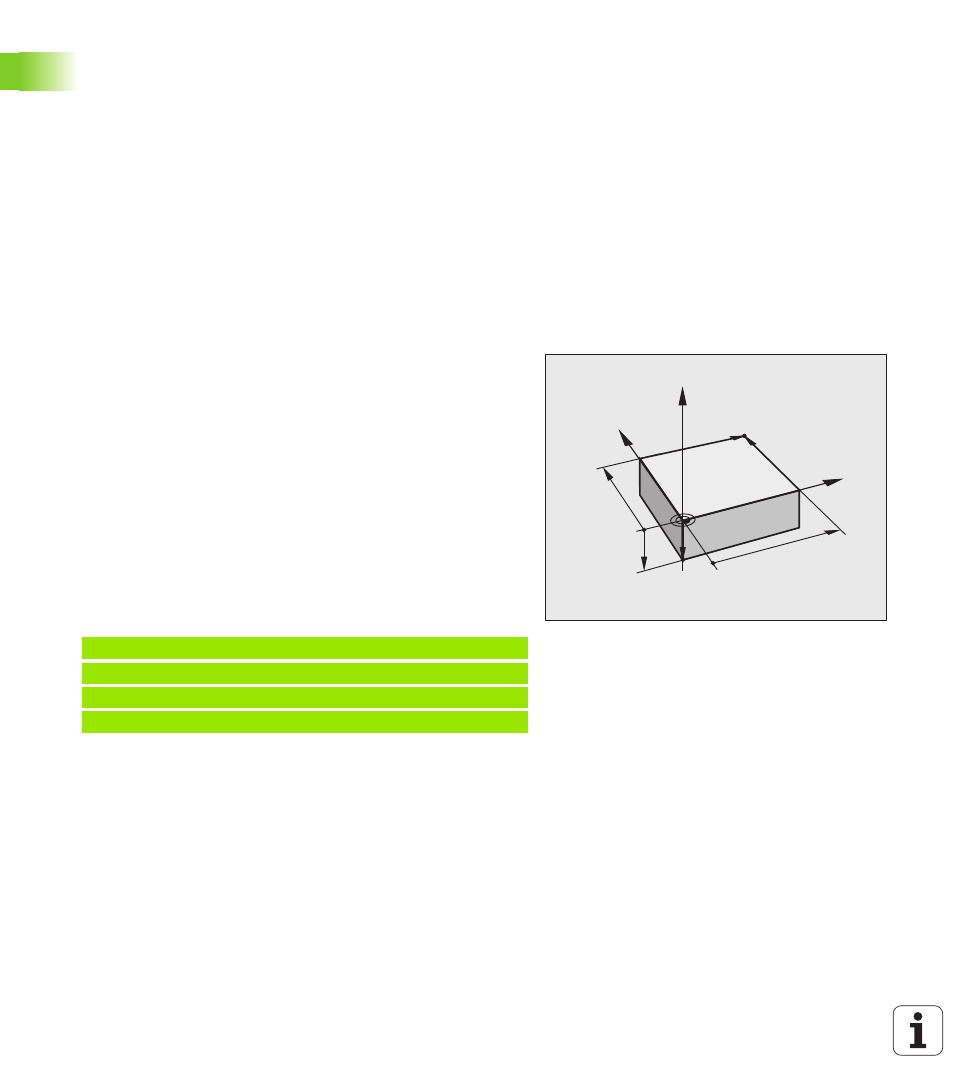
Определение заготовки
Сразу после того, как будет открыта новая программа, ЧПУ
запустит диалоговое окно ввода определения заготовки. В
качестве определения заготовки всегда используется
параллелепипед, для которого задаются MIN- и MAX-точка
относительно выбранной точки привязки.
После открытия оператором новой программы ЧПУ
автоматически вводит определение заготовки и запрашивает
необходимые данные заготовки:
U
Ось шпинделя Z - плоскость XY?: введите активную ось
шпинделя. G17 записывается как предварительная настройка,
принимается кнопкой ENT
U
Координаты?: наименьшая X-координата заготовки
относительно точки привязки, например, 0; подтвердите
кнопкой ENT
U
Координаты?: наименьшая Y-координата заготовки
относительно точки привязки, например, 0; подтвердите
кнопкой ENT
U
Координаты?: наименьшая Z-координата заготовки
относительно точки привязки, например, -40; подтвердите
кнопкой ENT
U
Координаты?: наибольшая X-координата заготовки
относительно точки привязки, например, 100; подтвердите
кнопкой ENT
U
Координаты?: наибольшая Y-координата заготовки
относительно точки привязки, например, 100; подтвердите
кнопкой ENT
U
Координаты?: наибольшая Z-координата заготовки
относительно точки привязки, например, 0; подтвердите
кнопкой ENT
Примеры NC-кадров
Подробная информация по данной теме
Определение заготовки: (смотри страница 104)
Y
X
Z
MAX
MIN
-40
100
100
0
0
%NEU G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NEU G71 *