Инструкция по эксплуатации Lincoln Electric STT II
Страница 14
IM-582, Invertec STT II Стр.:14/31
ПОДГОТОВКА К СВАРКЕ
Перед началом процесса сварки ознакомьтесь с работой органов управления источника Invertec STT II и механизма
подачи сварочной проволоки.
На панели управления источника установите диаметр и тип применяемой сварочной проволоки. Инструкции по
установке изложены в разделе ’’РАБОТА ОРГАНОВ УПРАВЛЕНИЯ’’.
СВАРОЧНЫЕ ПАРАМЕТРЫ И РЕКОМЕНДАЦИИ ПО СВАРКЕ
Инверторный источник Invertec STT II не относится ни к источнику с жесткой, ни к источнику с крутопадающей
характеристикой. При сварке аппаратом Invertec STT II используется проволока большего диаметра по сравнению с
той, которая применяется при аналогичных работах с источником, имеющем жесткую характеристику. Больший
диаметр проволоки (до 1,6 мм) рекомендуется для увеличения скорости наплавки. Проволока диаметром менее 0,9 мм
в основном не используется.
Источник Invertec STT II позволяет практически мгновенно изменять сварочный ток в зависимости от тепловых
потребностей дуги. Контролируя процесс переноса капли, путем управления формой сварочного тока, источник
позволяет значительно снизить уровень разбрызгивания и дымообразования. Основными сварочными параметрами
процесса STT являются пиковый и базовый ток.
Скорость подачи сварочной проволоки регулирует скорость наплавки. Величина пикового тока контролирует длину
дуги. Базовый ток влияет на форму сварочного шва. Увеличение длительности заднего фронта импульса ведет к
повышению энергии, выделяющейся на сварочной дуге.
ПИКОВЫЙ ТОК
Длина дуги и величина проплавления основного металла регулируется пиковым током. Увеличение пикового тока
приводит к расширению дуги и ее удлинению. Слишком высокое значение пикового тока приводит к переходу от
процесса переноса металла короткими замыканиями к капельному переносу. Устанавливая его слишком маленьким,
получаем нестабильную дугу и утыкание проволоки в изделие. На практике его регулируют, чтобы свести к минимуму
разбрызгивание и перемешивание сварочной ванны.
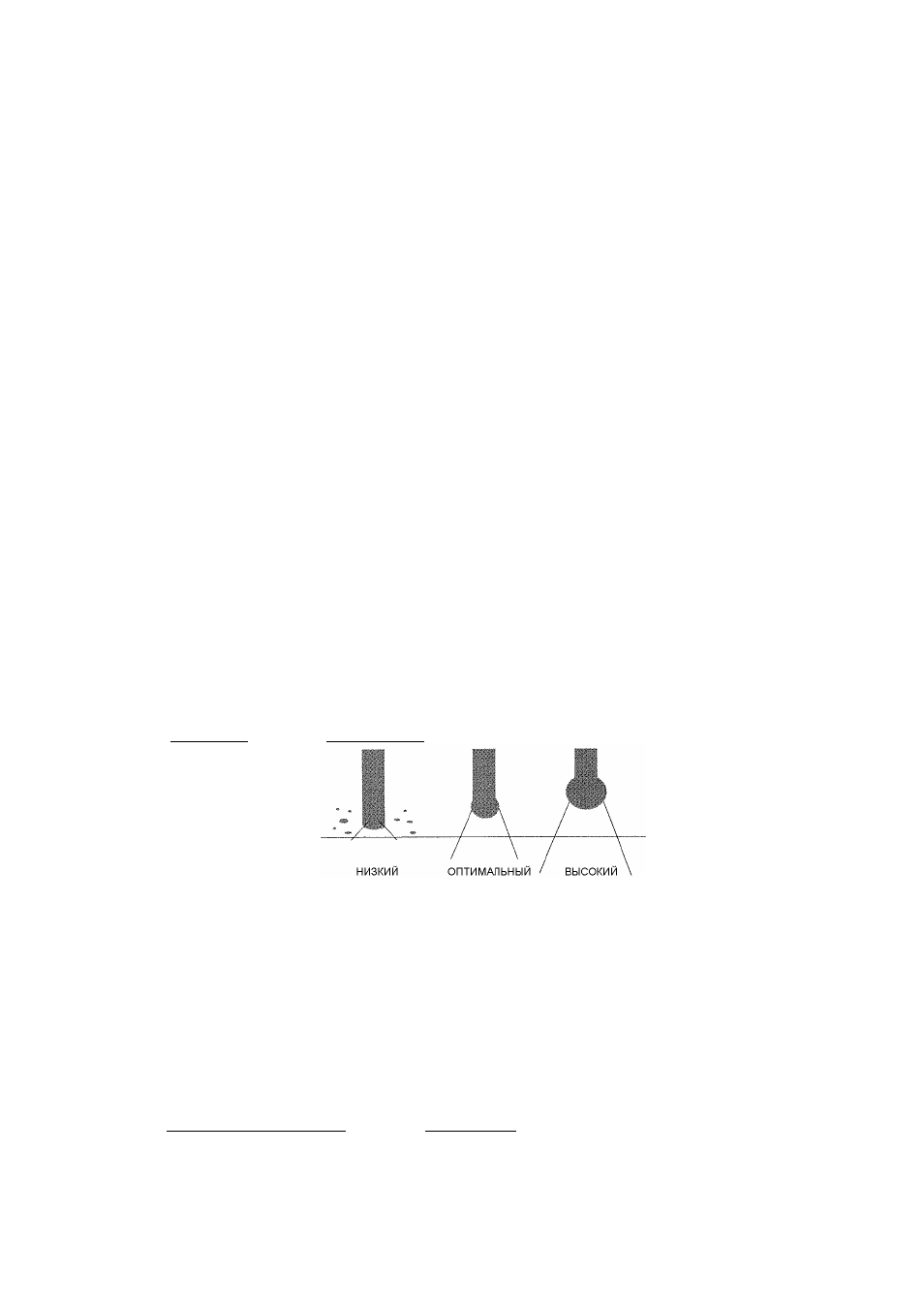
Регулировка длины дуги величиной пикового тока.
Замечание : При сварке в чистом углекислом газе уровень пикового тока должен быть выше, чем при работе в смесях
с высоким содержанием аргона. В углекислом газе требуется более длинная дуга, чтобы достичь минимального
разбрызгивания.
БАЗОВЫЙ ТОК
Базовый ток регулирует общее тепловложение в изделие. Слишком высокий уровень базового тока вызовет
образование крупных капель и переход к капельному переносу, который, в свою очередь, приведет к повышению
разбрызгивания. При низком уровне тока будет наблюдаться утыкание проволоки в изделие и плохое смачивание
свариваемых кромок. Это аналогично сварке стандартным источником с жесткой характеристикой на слишком низком
напряжении.
Управление формой сварочного валика величиной базового тока